07/22/2019
Absorption chillers have been around for more than 75 years, with several thousand chillers operating successfully all over the world today. Yet myths about cost, operation and performance surround this technology, particularly in North America. Look beyond the myths and you’ll discover absorption cooling technology can be efficient, cost-effective, flexible and reliable.
A YORK® double-effect, direct fired absorption chiller.
Myth 1: Absorption Chillers are Inefficient
The facts say otherwise. In the right applications, these chillers can be more cost-effective.
The coefficient of performance (COP) for an electric chiller is typically 6 to 6.5; for an absorption chiller, it can range from 0.7 to 1.4. Some people automatically rule out absorption chillers because of this huge difference — but it’s not an apples-to-apples comparison because:
- COP is calculated differently for the two chiller types: An electric chiller is driven by electricity purchased from the grid, while an absorption chiller is driven by available waste heat or low-cost natural gas.
- The electric chiller’s COP does not account for losses of 60 to 70 percent in electricity generation, transmission and distribution process.
In short, COP alone is not a sufficient basis for comparison. For example, let’s use the typical chiller COP values:
- Electric centrifugal chiller: 6.50
- Direct natural gas-fired absorption chiller: 1.20
- Double-effect steam absorption chiller: 1.40
- Single-effect steam absorption chiller: 0.70
And looking at typical operating costs based on cents/ton-hours assuming that natural gas is $5/MMBTU, electricity is $0.15/kWh, and steam is $4 per 1,000 lb.:
- Electric centrifugal chiller: 8.12
- Direct natural gas-fired absorption chiller: 5.00
- Double-effect steam absorption chiller: 3.43
- Single-effect steam absorption chiller: 6.86
It turns out the chiller with the highest COP — the electric chiller — does not necessarily yield the lowest operational cost. The direct gas-fired absorption chiller and the two-stage steam chiller are more appropriate choices.
Of course, utility costs vary and, in many cases, an electric chiller makes more sense. The point is that it’s worth considering absorption chillers, especially if electricity costs are high or rising, demand charges are in effect, or natural gas and waste heat costs are low. For example, here are a couple of applications where an absorption chiller makes sense:
- A commercial building in New York City where the absorption chiller runs from 8 a.m. to 8 p.m., Monday through Friday, April to September.
- A hybrid application where the absorption chiller runs during the day and the electric centrifugal chiller runs at night.
Myth 2: Absorption Chillers are Expensive
This is not always the case. In the right applications, they can deliver the highest payback.
Absorption chillers may be the most cost-effective option considering utility costs and the availability of waste heat. Even without waste heat, absorption chillers can use low-cost natural gas as an energy source. With these factors, as well as initial capital expense and COP, you will find that absorption chillers deliver a higher payback compared to chillers driven by electricity.
Myth 3: Absorption Chillers have Rigid Operating Requirements
This myth has gone away since the flexibility of the technology has increased dramatically in recent years.
Chances are you’ve heard absorption chillers must always operate at the design point, closer to the full load, and that you shouldn’t mess with flow rates and that the chilled water’s leaving temperature must be above 44 oF (7 oC) and entering condenser water must be close to the design temperature, typically 85 oF (29.4 oC). But things have improved a lot in the last 25 years. Here’s the reality:
- Water flow rate can be changed at 5% per minute, up to 50% of design over 10 minutes.
- Units can be designed with varying flow rates in a wide range.
- There’s excellent turndown from 100 to 10 percent cooling load.
- Entering condenser water temperatures can be as low as 68 oF (20 oC).
It’s true absorption chillers have slower response times due to the inertia of the lithium bromide solution on highly fluctuating loads. The temperature of entering condenser water must be 68 oF (20 oC) or higher (no matter who makes the absorption chiller), while electric chillers can handle temperatures as low as 55 oF. Electric centrifugal chillers certainly respond better to fluctuating loads and they respond faster to issues such as power loss, making them a sound choice for mission-critical applications, i.e., data centers.
Even so, operating flexibility for absorption chillers has dramatically improved over the last several years. Lithium bromide water-based cycles can now achieve low leaving evaporator temperatures from 34 °F (1 °C) down to 23 °F (-5 °C), which is perfect for dairy and brewery applications.
The use of absorption chillers on passenger vessels further illustrates the technology’s evolution. Absorption chillers have been successfully designed to overcome the vessel’s rolling, pitching and tilting, demonstrating true operating flexibility.
Myth 4: Absorption Chillers are Not Reliable
In reality, properly designed units prevent crystallization. People considering absorption chillers are concerned about the crystallization of lithium bromide, a salt similar to table salt. When lithium bromide is fully dissolved in water, overheating or overcooling can cause it to crystallize. While chiller controls can prevent overheating/overcooling, crystallization is most commonly caused by a low entering condenser water temperature.
Suppose a chiller is working at full load and has non-condensable gases, most likely due to low corrosion inhibitor levels. The cooling tower temperature control is lost at the same time, moving the unit toward the crystallization zone. Salt solution concentration values directly impact crystallization temperature (A 57% solution has 57% salt and 43% water, with a crystallization temperature around -3 oC, or 26.6 oF. A 60% solution has 60% salt and 40% water, with a crystallization temperature around 10.5 oC or 50.9 oF.).
If the solution temperature drops below the crystallization temperature, the solution crystallizes. Just a 3% difference in salt content has a huge impact on the temperature at which crystallization occurs. Even a change of .5 to 1 percent makes a big difference.
The risk of crystallization is generally high at full, or near-full load, and significantly less at part load. The lower the salt percentage, the better — because that means the crystallization temperature is lower.
Low-entering condenser water temperature is what causes a lower solution temperature — and that principle directly affects chiller design. For example, a 57% solution has a crystallization temperature of 26.6 oF (-3 oC). That’s not possible in real life because water entering from the cooling tower cannot drop to such low temperatures. However, if the same unit is designed with a high absorber entering concentration, such as 63.5%, Table 1 shows a crystallization temperature of 78.8 oF (26 oC). This temperature is entirely possible in day-to-day operation, particularly if the temperature of condenser water entering from the cooling tower into the absorber section is poorly controlled.

Table 1.
In the PTX diagram shown in Figure 1, which is the Duhring Diagram and the X and Y axes and slanting lines represent a combination of pressure, temperature and concentration.
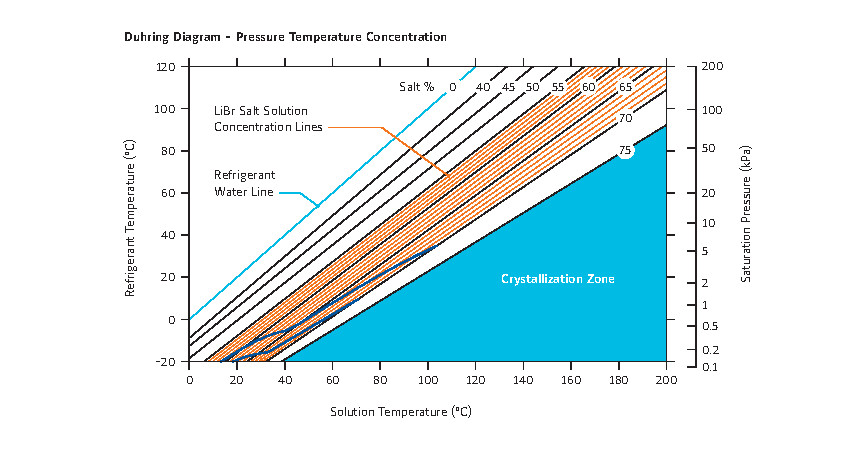
Figure 1: Duhring Diagram.
The lithium bromide solution entering the absorber is the line most prone to crystallization. This is referred to as the absorber distribution line. To the lower right is the crystallization zone. The farther the distance from the crystallization zone, the better the protection against prevention of crystallization.
To achieve maximum distance from the crystallization zone, the unit should be designed to minimize the solution concentration which is best achieved by ensuring less salt, more water. That makes the solution easier to boil; we don’t need to heat it to a very high temperature. A lower temperature also means lower corrosion, increasing reliability and extending equipment life.
The combination of low pressure, low temperature and low concentration provide excellent protection against crystallization and corrosion. Don’t count on sophisticated controls to keep you out of the danger zone. The unit should be intrinsically designed so that even if the controls aren’t working, the solution won’t crystallize.
Let’s look at an example using a single-effect absorption chiller. As shown in Figure 2, the modern unit on the left is designed with a lower-concentration salt solution entering and leaving the absorber. (Note: values are drawn from actual use.) The conventional unit on the right is designed with relatively high lithium bromide concentrations. The crystallization temperatures make it clear the unit on the left is far less likely to crystallize than the unit on the right. Less salt, more water!
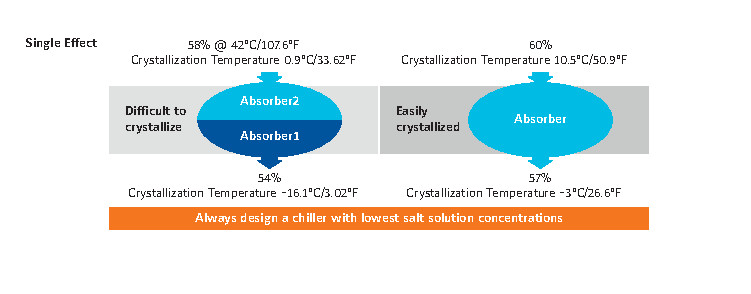
Figure 2.
Let’s use another example with a double-effect chiller, which typically operates with higher pressure, temperature and concentrations than a single-effect, or single-state, chiller. As in the previous example and shown in Figure 3, the unit on the left is designed with lower concentration salt solutions, providing the best protection against crystallization. The “small” half-percent or 1% difference in salt solution makes a big difference for the conventionally designed unit on the right. Controls are important — but design makes the difference.
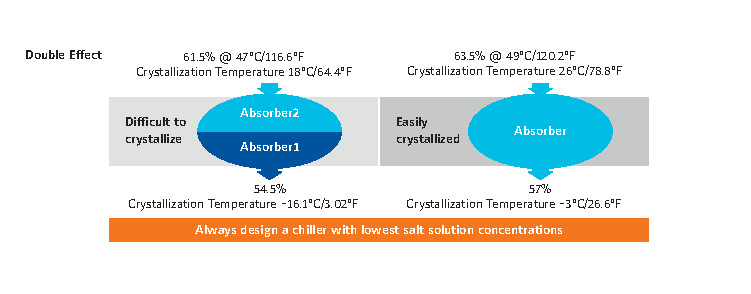
Figure 3.
Absorption Technology Offers Multiple Benefits
Absorption cooling technology offers significant advantages:
- It’s truly sustainable, driven by waste heat or low-cost heat, with eco-friendly water as a refrigerant.
- Maintenance is relatively minimal, primarily requiring qualified service representatives to analyze vacuum water quality on the condenser water side and the lithium bromide solution once or twice a year, depending on hours in operation.
- This technology is proven across a full range of applications: small, medium and very large; commercial, industrial and district cooling.
It’s true absorption chillers tend to have a larger footprint and higher heat rejection to the cooling tower. The latter is especially important if an electric chiller is being replaced by absorption, or an absorption chiller is being added to the plant room. Equally important, ensure any service personnel working on the unit are qualified in absorption chillers. Troubleshooting differs from that for an electric chiller or boiler. Knowledgeable staff can speed the process.
Absorption chillers are common in Europe and the Asia Pacific and being seriously considered in the Middle East and Latin America. As the United States and Canada see lower natural gas costs and a greater focus on sustainability, absorption chiller use is likely to grow.
Weigh All the Factors
It’s time to dispel the myths surrounding absorption chiller technology. These chillers are reliable, flexible and sustainable. They use water as the refrigerant for zero ODP/GWP, are driven by waste heat or low-cost natural gas and operate under vacuum for quiet and reliable operation. They also help reduce missions, electric and water costs. Absorption chillers also offer a quick, economic payback where electric costs are high. The key is to look beyond academic COP and initial costs. Weigh all the factors discussed above, and you may well discover that the most efficient, cost-effective choice is indeed an absorption chiller.
About the Author
Rajesh Dixit is the Director of Global Product Management (Thermally Driven Chillers and Heat Pumps), Chiller Solutions, Building Technologies and Solutions for Johnson Controls.
About Johnson Controls
Johnson Controls is a global diversified technology and multi-industrial leader serving a wide range of customers in more than 150 countries. Our 120,000 employees create intelligent buildings, efficient energy solutions, integrated infrastructure and next generation transportation systems that work seamlessly together to deliver on the promise of smart cities and communities. Our commitment to sustainability dates back to our roots in 1885, with the invention of the first electric room thermostat. We are committed to helping our customers win and creating greater value for all of our stakeholders through strategic focus on our buildings and energy growth platforms. For additional information, please visit www.johnsoncontrols.com.
All photos and charts courtesy of Johnson Controls.
To read similar Chiller Technology articles visit coolingbestpractices.com/technology/chillers.
