07/30/2016
A manufacturing site’s central utility plant (CUP) provides 24/7 cooling for critical R&D laboratories, critical manufacturing processes, data centers and office space. Over a period of several years, campus growth had significantly increased facility energy consumption, raising costs dramatically. Simultaneously, the host state enacted a legislation to deregulate utilities, a move potentially doubling the cost of electricity.
In an effort to rein in costs and improve profitability, a global program was implemented. The policy declared the company’s intention to reduce operational GHG emissions and the consumption of energy (relative to sales) by integrating energy efficiency considerations into all aspects of its business - including transportation and investment decisions. According to the site energy manager, the Central Utility Plant had the potential to save $500,000 annually in operating expenses. The question was how this could be done. According to the design firm, optimizing a plant of this size and type was unheard of so there was no roadmap to follow.
The economic climate had created strict requirements on capital projects, so only those projects with demonstrated compliance in energy payback/ROI and carbon footprint reduction would be considered. Working within these parameters, the energy team solicited proposals from several potential partners on how to optimize the CUP.
tekWorx was hired after inviting the plant energy manager to tour the chiller plant at a complex hospital installation that included both chiller and boiler plants. The design firm had also worked with tekWorx on two similar manufacturing plants, “tekWorx did their homework and presented a proposal on how to reduce the total plant kW per ton and actually quantified the expectations. No one else could give me numbers or go beyond packaged software and VFDs.”

A northeastern U.S. manufacturing site was able to maintain cooling production during a major hydronic system and adaptive control system update, saving over 4,500,000 kWh annually and earning a large PECO utility rebate and earning a $386,000 energy rebate from the local utility.
Original Plant Configuration
The manufacturing plant had a total cooling capacity of 10,636 tons consisting of eight centrifugal chillers and one absorption chiller. Chilled water distribution was provided by ten constant-speed pumps to two independent distribution loops containing a total of 83 cooling coils with two-way valves. The condenser water system linked twelve constant-speed headered chilled water pumps with fifteen variable-speed cooling towers.
Prior to the project, there was no automation. Operators could turn equipment ON/OFF from a screen on the ABB Infi90 system, but all control decisions were manually determined. For example, chilled water pumps were manually sequenced to maintain a supply pressure of 80-100 PSIG regardless of other factors. And since the instrumentation and plant equipment (such as chiller control panels) was not integrated with the campus information system, there was no way to track the effectiveness of these manual actions.
Mechanical Solutions
Upon identifying the plant deficiencies, the design team determined that both mechanical and control/ instrumentation modifications would be necessary to achieve the energy savings projections.
The first step was to convert the hydronic system to full variable flow so water would be circulated through both the chillers and the load. This required the installation of variable frequency drives on all chilled water pumps to regulate flow with load. Since there could potentially be instances in which the flow required for the cooling load may not be enough to maintain minimum chiller flow, a bypass line with a control valve was installed. The valve opens during light load conditions to ensure minimum evaporator flow; otherwise, the valve is closed (which is the case most of the time) so there is no flow through the bypass.
Because the chillers varied in tonnage, modulating valves were installed at each chiller so that machines with differing evaporator pressure drops could be efficiently operated together. The valves’ position would be controlled based on the evaporator differential pressure, allowing them to load proportionally.
All chiller control panels were retrofitted with new on-board control panels with Modbus communication interface to be able to receive chiller operating data.
After the team conducted a thorough review of the site, they determined that a combination of the planned minor mechanical modifications and adaptive automation would reduce total plant energy consumption by the target of 4,450,000 kilowatt hours.

Click here to enlarge
tekWorx CEO® User Interface has provided the energy team with a window into their entire cooling system. Operators are able to use an industrial HMI to oversee both plant operation and optimization.
Instrumentation/Control Solutions
tekWorx determined the minimum chilled water pressure differentials and the optimum number of pumps needed at varying demands to optimize pumping production and efficiency in the pharma facility. Using design parameters (flow, head, friction loss), tekWorx would generate a Pump kW Consumption Analysis for the system.
The curves illustrate the point above which the kW required to operate one pump is actually more than that required for two pumps to deliver the same flow. The corresponding kW value is loaded in the control program and used to sequence the lag pump ON / OFF in the initial operation. The adaptive control algorithm then analyzes the actual system behavior during each sequence operation, and makes an on-line adjustment to the sequence point for the following operation. The result is that the optimal setpoint is continuously used, thus dramatically reducing pump energy consumption.
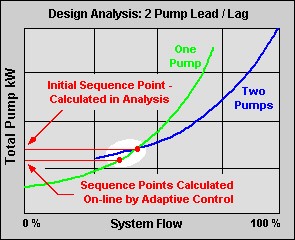
tekWorx generated a Pump kW Consumption Analysis for the system, similar to the example shown above. The curves illustrate the point above which the kW required to operate one pump is actually more than that required for two pumps to deliver the same flow.
With mechanical modifications complete, the final step was fully automating the site’s optimized operations via tekWorx CEO® (Control and Energy Optimization) system. tekWorx control system delivers the lowest CHW plant energy by continuously monitoring and adjusting the chiller, tower and pump operation to produce the required cooling (CHW flow and temperature) that will cool the building at the lowest kW/ton. This is done without affecting comfort and humidity and regardless of the occupancy, usage, hydronic design, mechanical equipment condition, availability, location or weather for a given chilled water supply temperature and remote DP sensor.
The algorithms were implemented on an Allen Bradley PLC-based hardware platform, the client’s standard. The VFDs, chiller panels, valves & miscellaneous pressure, temperature and flow instruments were connected to this platform. At the energy manager’s request, tekWorx went a step further and integrated the CEO® system with the site’s ABB Infi90 facility management system to facilitate remote monitoring and maintenance.
Results
As a result of the project, this manufacturing site is saving approximately 4,450,000 kWh on 19,000,000 ton-hours of annual cooling production. This tremendous efficiency gain equates to $425,000 in energy annual savings and earned the site a $386,000 PECO utility rebate.
The site’s chillers are now sequenced based on efficiency. All pumps are variable speed and they are sequenced to meet the flow demand at the lowest total pumping energy. Consequently, the system pressure has been reduced from over 100 PSI to approximately 78 PSI.
“tekWorx really understood the issues we were facing in the plant and more importantly, how to correct them,”’ said the site energy manager. Not inconsequentially, the energy team has an improved understanding of entire system, particularly due to the fact that they now are able to capture operational data and trending. Supplemental chillers have been eliminated and the wear and tear on the pumps and AHU valves has been significantly reduced. At the same time, the chiller operating and loading times have been optimized and operator intervention with the system has been simplified.
For more information please contact Mike Flaherty, General Manager, tekWorx, tel: 513.373.4287, email: mike.flaherty@tekworx.us, www.tekworx.us
To read similar Cooling System Assessment articles, please visit coolingbestpractices.com/system-assessments.
