06/28/2022
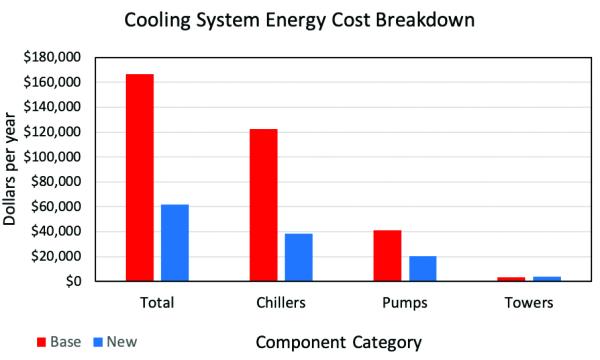
An Illinois protective packaging manufacturer was able to reduce their cooling costs by over 60% while also saving around $100,000 each year on system maintenance by replacing their old system with high-efficiency equipment and a streamlined hydronic design. Helped by ComEd efficiency incentives, the plant captured these benefits through an under 2.4 year payback system upgrade project.
In addition to the energy savings, the plant has improved their process stability and reliability while simultaneously greatly reducing their maintenance labor and their equipment capital replacement costs. This article will describe the changes made and highlight lessons learned from the project.

The new chilled water system equipment: free-cooling heat exchanger in foreground and two chillers in back.
Initial Conditions
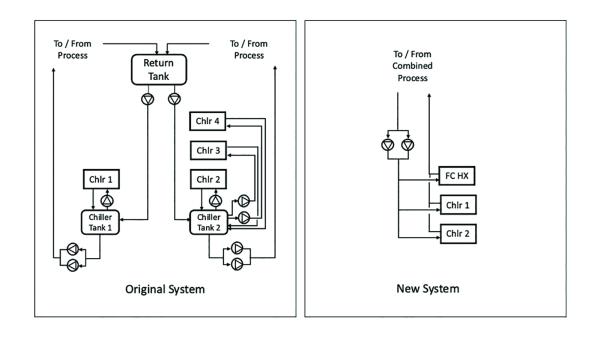
Like many plants, the manufacturer had a fragmented cooling system that had grown up over the years in steps as more cooling was needed for additional lines. Efforts to tie the four chillers and associated pumps into shared loops resulted in a hodgepodge of tanks, pumps, and chillers that were difficult to operate, maintain, and expand.
The system had a total chilled water (CHW) capacity of 210 tons from four air-cooled chillers with sixteen hermetic scroll compressors (four per chiller). Ten CHW pumps were installed along with three separate CHW tanks – a main collector tank and two hot well / cold well tanks. Four pumps ran when the chillers were on even when the plant load was zero, with resulting efficiency and maintenance impacts one would expect.
The chillers alone averaged over 1.0 kW per ton efficiency year round, with summer peak design efficiency nearer 1.2 kW per ton. The multiple pump loops resulted in pump power of nearly 0.5 kW per ton for the typical running loads such that the overall system efficiency was just under 1.5 kW per ton (note lower is better with kW per ton metrics).
In addition to the poor overall efficiency, the system was subject to variations in CHW supply temperatures and, even more inconsistent, significant swings in pressure to the floor depending on which lines were running and which pumps were on. To satisfy the process requirements, the system had to run with cooler water temperatures and higher pressures than would otherwise be necessary, contributing to the poor overall cooling efficiency.
There was also a small one-cell cooling tower system providing tower water (TW) cooling to process and machine loads not requiring CHW temperatures. This system, comprised of a 135 tower-ton cooling tower with 7.5 HP fan, a 10 HP tower recirc pump, and a 20 HP TW pump with a dedicated hot well / cold well tank, ran as constant speed, always-on equipment with the tower running to a single, year-round set point.
Making matter worse, the cooling system equipment itself was old and inefficient, prone to frequent failures, and costly to repair. Remote air-cooled refrigerant condensers were installed on the roof of the plant, leading to long refrigerant lines, frequent leaks, and difficult access for repairs. The multiple small scroll compressors were not designed for 24 hours / six days per week operation under real plant circumstances (e.g., refrigerant charge conditions, oil levels, power quality, etc.) so the plant was replacing three to four compressors every year.
Click to enlarge.
Chilled Water System Evaluation
Integrated Services Group (ISG) was contracted to review the systems for potential efficiency and operational improvements. A detailed site study was conducted that catalogued the system equipment and design along with collecting extensive system operating data. This included one minute interval trends of key operating data (e.g., loop flows, pressures, temperatures) for 24 hour-plus periods on each subsystem and loop, and month-long amp logging to support an efficiency incentive application through the local power supplier.
A range of options for improvements emerged from the study, from modest changes like adding VFDs and making minor control changes to major renovation of the systems.
Due to the (unfortunately) very poor efficiency of the incumbent system, all the prospective approaches offered savings to the plant, many of which would meet the corporate threshold for funding (≈2.5 years simple payback or less). Fortunately, corporate management was willing to fund more extensive improvements if the cost could be justified through a combination of energy savings, efficiency rebates, and maintenance savings.
After evaluation and review with corporate management, the client decided to completely replace the existing air-cooled CHW system with a new water-cooled system that would also incorporate comprehensive efficiency and reliability measures beyond just the chiller changes.
Replacement System Design & Operation Features
Once the decision was made to install a completely new cooling system, detailed choices were needed for the specific design principles, component sizing and features, location in the plant, etc. The replacement system includes the following:
- Simplified CHW flow design utilizing single loop, variable flow with no tanks
- Two water-cooled, screw compressor industrial chillers each with dual compressors
- Seasonal tower water economizer “free cooling” plate heat exchanger
- A gear-drive, all stainless cooling tower sized for the free cooling requirements
- Redundant components (e.g. dual pumps) and other high reliability design features
- Automatic controls performing cooling mode transitions, efficient operation control, fault handling, normal lead / lag rotations, and historical data trending
When considered as a whole, the cooling system upgrades can be viewed as three broad improvement strategies. First, there are piping design changes to eliminate excess & unproductive flows in the mechanical plant and improve the opportunity for efficient operation. Second, the cooling technology was changed to dramatically lower operating costs and maintenance requirements. Finally, the implementation details (e.g., equipment layout, component sizing & count, control functions) were tailored to maximize the effectiveness in the context of the particular plant. Each of these elements is discussed separately below.
Piping System Design Changes
The as-found system included multiple recirculation and balancing flow loops, in addition to split plant floor process cooling piping loops, and was difficult to operate and maintain (even more so to fully understand). Specific problems included:
- Sequential open tanks made level control challenging to avoid overflows or dry suctions
- Fixed chillers recirc loops required multiple small, relatively inefficient pumps to run
- High flow rates relative to designed flows made tanks function as blenders and aerators, with air venting and accelerated corrosion issues from air in the system
- Contaminants from an open, direct contact cooling operation were in the system
- In-tank blending of process and chiller return water and high recirc flow loops narrowed the effective chiller delta Ts and required lower than otherwise necessary CHW set points, both of which further reduced the chillers’ efficiencies
ISG recommended changing to a single-loop, variable flow design that dramatically reduced the complexity of the flows and component count required while also needing less floor space. By combining the flows, fewer larger pumps could be used that also had notably higher efficiencies than the multiple small pumps originally used (eight pumps before, three after [including tower water pump] under normal conditions).
The design change eliminated fixed chiller recirc flow loops and allowed the chillers to see the full CHW return temperature from the process, thus not requiring artificial lowering of the CHW set point to achieve the desired process supply temperature. Conversion to a closed, pressurized suction CHW system eliminated the need for tanks as well as potential pump suction cavitation issues, and the direct contact cooling operation was isolated behind cleanable plate heat exchangers with dedicated VFD controlled loop pumps.
Note that caution was required to ensure the system included minimum flow applications. Furthermore, the newly installed chillers (discussed below) were equipped with on-board controls able to handle variable CHW flows as well as automatic isolation valves to disable their respective flows when not needed during light load conditions.
The overall impact of the system redesign on the pumping power has been dramatic. System pumping power has been reduced significantly, with the efficiency improving from nearly 0.5 kW per ton to under 0.2 kW per ton including the tower pumping.
The consolidated CHW process piping system further supported the implementation of differential pressure (DP) control which, with the improved temperature control, greatly improved the process cooling consistency. These combined benefits are harder to quantify than the energy savings but are actually more meaningful to the plant operations staff as it supports more consistent quality and productivity from the production lines.

Old chilled water system equipment after removal.
Cooling Technology Choices
The original system was characterized by standard cooling technology and system design concepts with scroll compressors operating in an air-cooled system defining the nominal best efficiency and the actual operating conditions making the realized efficiency even worse. The system had limited ability to leverage potentially beneficial outdoor conditions (i.e., better heat rejection conditions in cooler seasons). Brazed plate heat exchanger evaporators on the chillers offered good design heat transfer but were uncleanable. While reasonable technology for commercial air handler applications and very small industrial systems, the incumbent cooling technology made little sense in a year-round process cooling system.
The new system cooling sources consists of appropriate industrial grade equipment implemented in a manner designed to leverage the relatively consistent process cooling requirements and available seasonal conditions through the plant’s high annual operating hours:
- Two dual screw compressor, water-cooled 110 ton chillers
- A 200 ton plate heat exchanger for seasonal free cooling
- A gear-drive, all stainless cooling tower rated at 300 tower tons for chiller cooling and 220 refrigerant tons for free cooling
Changing to water-cooled chillers required increasing the plant’s cooling tower capacity. The existing system was appropriately sized for its specific process cooling function so a new tower was added for the condenser cooling and free cooling heat rejection. Having a separate unit also allows the new tower to run at the much cooler temperatures needed for free cooling while leaving the original tower cooling conditions undisturbed.
The northern Illinois climate combined with the 55°F CHW supply temperature mean that cooling can be provided through the free cooling (FC) system around 2500 – 2800 hours per year, depending on the actual loads at any given time and the wet bulb ambient condition. When in FC mode, only the tower fan and lead tower and CHW pumps are required (i.e., no mechanical refrigeration cooling). Not only is this highly efficient, it also significantly lowers the annual operating hours of the chillers which in turn reduces their maintenance requirements and extends their useful lives.
The two 110 ton chillers have modulating condenser flow valves controlled from their internal head pressure differential. This control has ensured smooth startups of the chillers with no issues from cold condenser water when starting from FC operation.
The chillers also have two compressors each, providing redundancy as each chiller can run with one compressor off or out of service and they were sized so that 3 of 4 compressors covers the peak loads. With compressor rotation by the chiller controls and the thousands of yearly hours the chillers don’t run due to the FC, the compressors should be trouble free for many years.
The free cooling operation reduces the cooling portion of the kW per ton to around 0.125 including tower fans and pumping. The chillers cooling efficiency (not including tower or pumping) ranges from around 0.5 to 0.65 kW per ton, while the total chiller mode cooling efficiency averages ≈0.776 kW per ton, under 55% of the original air cooled system efficiency.
When viewed as a whole, the total annual average system efficiency, including both chiller and FC cooling with all tower and pumping loads, is around 0.475 kW per ton, a stunning 36% of the initial system efficiency.


New cooling tower and tower auxiliary equipment.
Implementation Decisions
Once the system design and cooling technology were determined, the implementation details had to be confirmed. Key goals were to minimize the transition impacts, facilitate the staff’s ability to use the new system, and automate as much operation as could be reasonably accomplished to maximize the system’s realized benefits. These were accomplished through multiple measures including the following:
- The new system equipment (with smaller footprint) was installed adjacent to the maintenance area while keeping the original systems operating
- Plant loop piping was revised on Sundays with interties and new supply / return connections installed to allow the new system to be tied in without disruption
- New system controls and pump and tower fan VFDs were networked to a control panel HMI by the system, reducing the operators’ needs to walk to individual components
- The new controls provide critical functional capabilities streamlining the operators’ work
- Single switch Off / Circulate / Cool system control for complete system operation
- Tower fan control for chiller and FC modes with set point reset based on wet bulb
- Tower and CHW pump control by pressure inputs and respective algorithms
- Cooling mode selection and chiller staging based on load and CHW temperatures
- Lead / lag rotation and fault handling on redundant pumps and chillers
- Enhanced sensor suite to facilitate remote system diagnosis and troubleshooting
- Alarm console and data trending for system support and operations analysis
- HX flow separation, filtration and water treatment maintains the water conditions and system performance
- Oversized expansion tank sized for mold water loss make-up pressure swing considerations instead of conventional system water expansion design basis
As a result of the changes, the system operation manpower requirement has been reduced by over 80%. The system now requires less than a full man-day each week for start / stop operation and routine maintenance, down from requiring essentially one full time technician with periodic help. Contractor support requirements have been reduced by over 90% and are now largely scheduled maintenance.
Non-Energy Project Benefits
The plant has realized dramatic energy and maintenance cost savings as described above. In addition to qualifying the plant for an efficiency rebate of nearly $85,000 the plant also realized the following broad scope benefits:
- More stable cooling from improved CHW temperature stability and pressure control
- Reduced process disruption from cooling component failures
- Reduced routine maintenance needs from industrial design equipment selection and load calibrated operation by VFDs
- Lower system management and diagnostic time with remote support assistance from ISG
- Improved water quality from closed loop treatment and air elimination
- Space savings from more compact systems in plant space.
Around a year after the new system began operation, the plant engineer was extremely complimentary, saying, “The system is working as designed without any issues - it has been a blessing.” To ISG, this is the ultimate indicator of the project success.
For more information about Integrated Services Group visit https://www.isg-energy.com , email: info@isg-energy.com, tel: 770.823.8235.
To read more Chilled Water System Assessment articles, visit https://coolingbestpractices.com/system-assessments.
To read more Plastics Industry Articles, visit https://coolingbestpractices.com/industries/plastics-and-rubber https://coolingbestpractices.com/industries/plastics-and-rubber.
Visit our Webinar Archives to listen to expert presentations on Chiller Technology at https://coolingbestpractices.com/magazine/webinars.
July 2022
