Introduction
Air compressors are very effective heaters. Over eighty percent of the energy input from the motor is converted into compression heat. That heat must be rejected from the compressor package in a way that maintains a variety of temperatures in a reliable manner. The laws of physics demand that the air temperatures go up with compression.
Since the most efficient compression is “isothermal” (constant temperature), it is important to reduce temperature during compression, either by heat being absorbed into oil with oil-flooded compressors, or multi-stage compression and intercooling with oil free compressors. Temperature is the most important reliability issue in compressors, maintaining it in the correct range, not too high and not too low. It also indirectly affects air quality, since high air temperature to dryers overwhelms them with water vapor.
Compressed air cooling systems come in two types, liquid-cooled and air-cooled. While liquid-cooling with clean, chilled water is the most effective, many industrial plants don’t have this available, particularly in mining and material processing. They typically resort to either air-cooled or fluid-cooled using a cooling tower, still essentially air-cooled. With the heavy dust load, this makes for a challenging application.
The goals of this article are to describe a large mining compressed air system case study and from a cooling perspective, discuss the limiting factors and performance issues of each of the cooling subsystems, and recommend improvements to the case-study project that will make the system much more reliable.
1. Mining Case Study System Description
• Current Compressed Air System Design:
- (3) Oil free 2-stage screw compressors, 600hp, 2400 acfm, water-cooled, with open drip-proof motors, 25 yrs old
- (3) Regenerative air dryers, heated type, 2200 scfm (with and without blower)
- Filtration and storage
- Distribution
- High pressure boosters
• Current Cooling System Design:
- Water/glycol solution is primary compressor coolant
- Glycol is pumped in a closed-loop system, to two parallel plate-and-frame intermediate heat exchangers, then to the compressors (in parallel) and back to the pump inlet.
- Glycol is cooled on the other side of the intermediate heat exchanger by water. The water is pumped through the heat exchangers, then to an open cooling tower and back to the pump inlet.
See Figure 1 and Table 1.
Existing System Layout
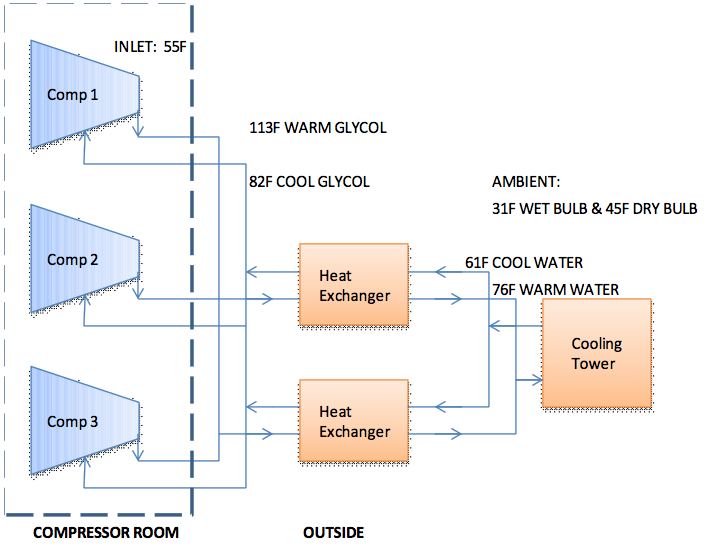
Figure 1. Existing System Diagram
Current System Summary
- Operating Cost:
- Electrical energy: appx $326,000/yr assuming $0.04/kWh
- Maintenance: appx $175,000/yr
- Total: $500,000/yr
- Performance:
- Peak flow (in July 2011): 6886 acfm
- Average flow: (in Jan 2012): 4225 acfm
- Average pressure: 114 psig
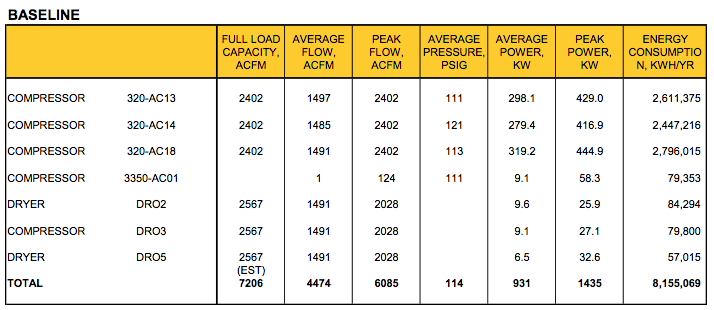
Table 1. Current System Baseline Data
The audit identified the following issues as the primary problems with the supply side of the current system:
- Compressor high temperature shutdown issues during the summer
- Compressors could not run fully loaded for a long time, requiring all three to cycle (not efficient)
- Water and condensation in the compressed air lines
- Reliability of the booster pumps which served the SAG mill clutches
The first two are directly related to the cooling system.
2. Cooling System Components Limits and Performance:
The components of the compressed air system that are dependent on the cooling system are:
- Air Compression Elements:
- The heat is generated in the first and second stages through heat-of-compression. Due to the lack of heat transfer out of the compression chamber and slippage between rotors, the temperature rise is too high for compression to occur in one stage. Thus, two stages are used.
- Limitations: Maximum temperatures are about 428 deg F at the second stage discharge and about 380 deg F at the first stage discharge. These limits are based on thermal growth and reliability.
- The case study compressors are 25 yrs old, and have worn rotors with more leak-back than a new compressor. Thus, their temperature rise per stage was higher than when new, making them more vulnerable to overheating.
- Dryers:
- The dryers in the case study were regenerative heated compressed air type. They use adsorption to dry the air. In a mine with ambient temperatures below freezing, this is a necessary type of dryer to avoid freeze-ups.
- Limitations: Dryers are designed for 100 deg F inlet at 100 psig (100% saturated air). If the dryers are marginally sized as they are in this case, the air temperature should be lower than 100 deg F to the dryer.
- Two of the three case study dryers are not achieving dew point. This is partly due to compressed air being higher than 100 deg F (even in January).
The components of the cooling system are:
- Cooling tower:
- Cooling towers are available “open” or “closed”. Open-type evaporative cooler are the simplest, merely pumping the cooled water to the top of a heat exchanger, with cooling from air flow blowing counter the coolant falling with gravity to the sump. The cooled water is in direct contact with the ambient air. Closed type evaporative coolers separate the cooled fluid (inside a heat exchanger) from the air and spray water on the outside of the heat exchanger. Open towers are the lowest energy cost cooler (per BTU) but more vulnerable to fouling from dirty air. The dirt in the air is “scrubbed” and ends up in the sump, then pumped throughout the system. See Figure 3.
- The limits of a clean open tower are the “wet bulb” temperature (dew point) and the “approach temperature” or designed-in differential between outlet temperature and wet bulb temperature. More area and air flow result in a lower approach temperature and higher cost. A new open tower is usually sized for with 15 deg F of the wet bulb, or closer.
- The case-study cooling tower had an approach of 30 deg F, delivering 61 deg F water out on a January day in Utah. The dampers were wide open. This is indicative of fouled heat exchangers.
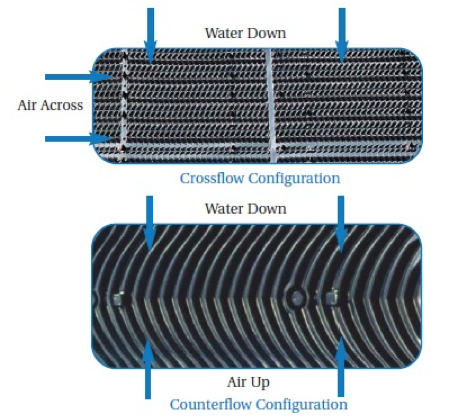
Figure 3. Open Cooling Tower Heat Exchangers
- Intermediate heat exchangers:
- Plate-and-frame heat exchangers are used to isolate the dirty water from the cooling tower from the compressor coolers. It is a good selection from a maintenance perspective, able to be taken apart and cleaned. Heat exchanger capacity can be increased by merely adding new plates.
- The limit of this heat exchanger is also area, and the approach temperature is inverse to the area and cost. A new plate-and-frame heat exchanger can be designed economically for 5-10 deg F approach.
- The case study heat exchanger delivered 82 deg F glycol with 61 deg F water from the cooling tower, a 21 deg F approach, over double what it should be. This is likely from internal fouling on the water side.
- Compressor Intercooler:
- Custom tube-and-shell exchangers are used to cool the air after the first stage of compression to the level needed at the inter-stage (not too low to avoid condensation). The heat exchangers have removable tube bundles, and typically are water in the shell, air in the tubes, counter-flow.
- The limit of this heat exchanger is also area, and the approach temperature is inverse to the area and cost. A new intercooler can be designed economically for 15 deg F approach.
- The case study heat intercoolers delivered an average of 109 deg F air out, as high as 122 deg F. The average approach temperature was 27 deg F. That high of an approach is usually from fouling. The coolant is supposed to be clean, isolated from the outside air. However, it is possible that the air-side is fouled from dirty compressed air entering the compressor.
- Compressor Aftercooler:
- These are the same type and design as the intercoolers, designed for 100-125 psig air and a lower approach temperature.
- The case study heat intercoolers delivered an average of 104 deg F air out. The average approach temperature was 22 deg F. That is too high.
The total “approach temperature” of the system, the difference between the primary coolant, ambient air dew point, and the final air temperature out of the compressor, is 73 deg F!
From the measurements in this system, we projected what the system temperatures would be on a summer day. The compressors would shut down on high second stage outlet temperature (428 deg F) and high second stage inlet (158 deg F). Dryers would not achieve their dew point. Oil temperatures would be high as well. See Tables 2 and 3.
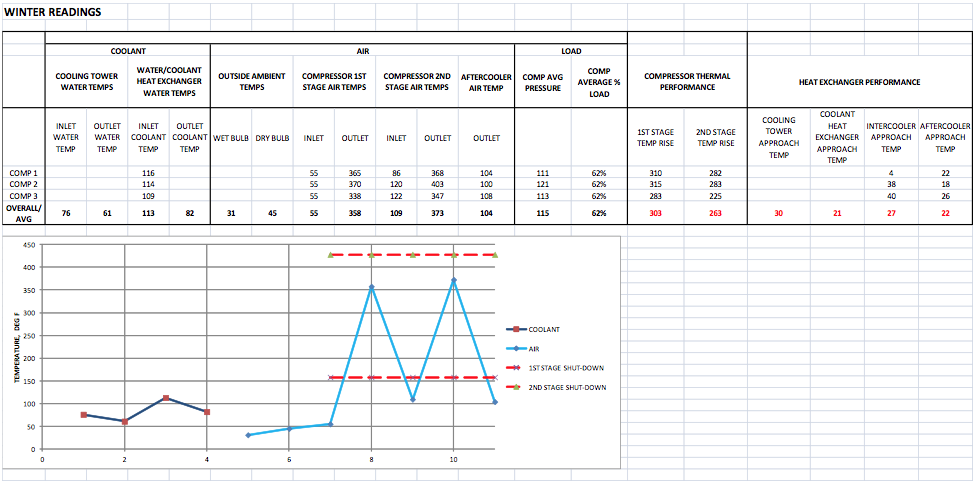
Table 2. Winter Temperature Measurements and Calculations
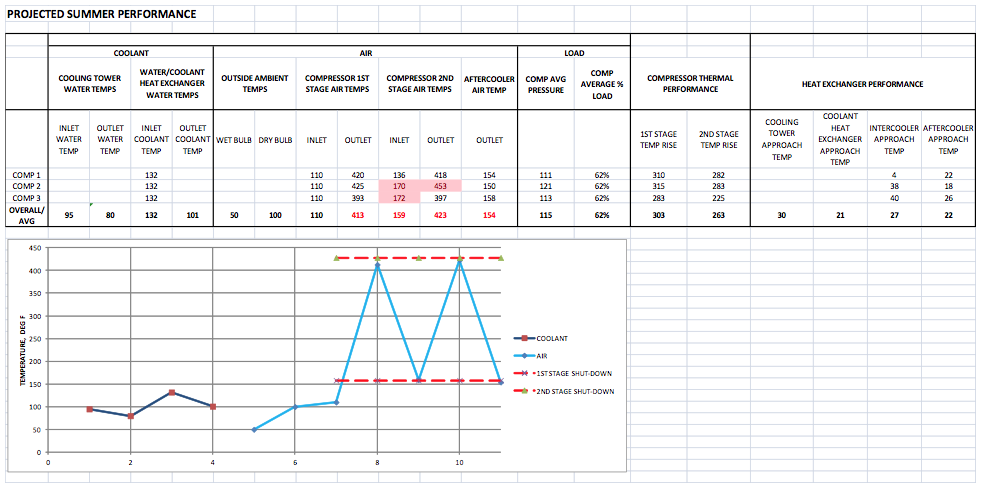
Table 3. Summer Temperature Calculations
3. Cooling System Modification Recommendations:
In the audit, we recommended the following changes:
- Lower maintenance compressors: Since the compressors were close to the end of their useful life, the mine was interested in replacing them. Though they are highly reliable, 2-stage oil-free screw compressors have significantly higher long-term maintenance costs than oil-flooded rotary screw and centrifugal compressors. Additionally, in the dusty environment, the current units had unique problems. Because of the high noise level of the compressor, the mine required the sound enclosures to be closed all the time. Because of MSHA rules, the sound enclosures a “confined space”, limiting access. The motors were “open drip-proof” (ODP) and not visually inspected. The motor rotors became encrusted with dirt and overheated repeatedly. An open type compressor package was recommended. That all said, the current supplier has had this type of compressor in mining applications all over the world, and could support the project with differently designed oil-free screw compressors.
- Dedicated, closed-loop fluid cooler, without intermediate heat exchangers. This would eliminate dirty air being scrubbed into part of the coolant, and reduce frequent maintenance to merely the external side of the cooling tower heat exchanger. The approach temperature from wet bulb to compressor inlet could be reduced from 51 deg F to 15 deg F, eliminating the overheating problems.
- Comprehensive Monitoring and Control: There are transmitters in the system that we saw in the drawings, but they were not being trended in the plant data historian. Nor did maintenance staff and engineering have access to graphical display of the compressed air system showing Key Performance Indicators. We recommended a comprehensive monitoring and control system, integrating compressors, dryers, and cooling system.
- Comprehensive Maintenance: One compressor OEM had a maintenance contract for the compressors only. For unknown reasons, they were not also responsible for the dryers and cooling system. As a result, the dryers and cooling system were neglected. We recommended a comprehensive maintenance approach, either inhouse or outsourced.
In conclusion, cooling systems for compressed air systems in mining environments need to have special attention given to minimize the possibility of cooler fouling, or the system will become unreliable, vulnerable to shut-downs and poor air quality.
For more information, contact Tim Dugan, P.E., President, Compression Engineering Corporation, tel: 503-520-0700 or visit www.comp-eng.com


