Plastics and Rubber
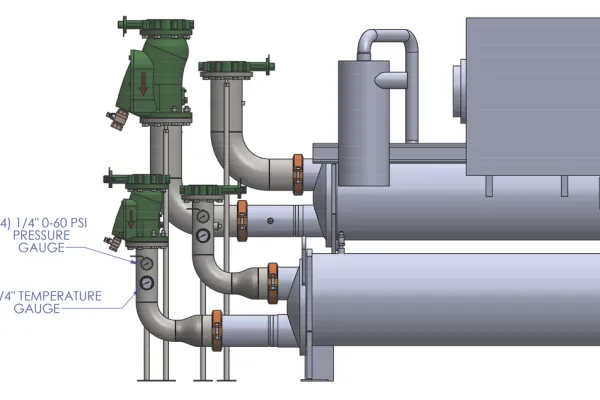
An automotive fabric products manufacturer, reduced natural gas consumption and carbon emissions by implementing a water source heat pump system that captures waste heat from process cooling operations and converts it into usable heating energy for a large makeup air unit. The project simultaneously lowers cooling demand on the facility’s chilled water plant, demonstrating how industrial manufacturers can leverage heat recovery and electrification technologies to improve energy efficiency and support decarbonization goals.
This article details how Schneider Electric transformed waste heat into a reliable energy source at its Lincoln, Nebraska facility. By repurposing low-temperature process cooling water and optimizing building pressurization and controls, the plant significantly reduced natural gas use, water consumption and CO2 emissions while improving indoor comfort and air quality. The project demonstrates how an efficiency-first approach—leveraging existing infrastructure, advanced controls and digital analytics—can deliver measurable sustainability gains and create a scalable pathway toward full electrification and net-zero operations.
[ Read Full Story ]
Adiabatic coolers are rapidly gaining ground in plastics processing as manufacturers seek sustainable, energy-efficient alternatives to traditional cooling towers. By operating in dry, adiabatic and free-cooling modes, modern systems engineered by Frigel North America deliver up to 90% water savings, lower energy consumption and improved temperature stability for injection molding, PET, extrusion and thermoforming applications. With reduced maintenance, closed-loop protection and long-term ROI advantages, adiabatic cooling is emerging as the new benchmark for high-performance industrial process cooling.
[ Read Full Story ]
In this article:
Cooling for High-Speed Injection Plastic Molding
Free Cooling Results in Massive Energy Savings
Heat Treating Processes Require Cooling to Prevent Furnace Overheating
Food Processing Cooling Needs Vary by the Specific Process
Chemical Plants Need Ultra-Cold Conditions
[ Read Full Story ]
Faced with the requirement for improved cooling, a blow molding plant chose to invest in a significant redesign of its cooling systems that combined two separate systems into a single, integrated system. The combined design leveraged the components to provide a more controlled, efficient system while also requiring less space than the alternative would have needed.
[ Read Full Story ]
NPE2024: The Plastics Show took place in Orlando, Florida, May 2024, and Chiller & Cooling Best Practices Magazine and Compressed Air Best Practices® Magazine and were there to cover the highlights. This year’s conference drew over 50,000 registrants, including 15,000 from outside the United States. Filling both buildings of the Orlando Convention Center, the conference included zones dedicated to bottling, recycling and sustainability, material science, advanced manufacturing, mold-making and packaging.
[ Read Full Story ]
An Illinois protective packaging manufacturer was able to reduce their cooling costs by over 60% while also saving around $100,000 each year on system maintenance by replacing their old system with high-efficiency equipment and a streamlined hydronic design. Helped by ComEd efficiency incentives, the plant captured these benefits through an under 2.4 year payback system upgrade project.
[ Read Full Story ]
Our simplified business model is to melt plastic and cool it back into the form we want – and cooling water makes this happen. We need to optimize chilled water temperature and flow to ensure that our production machines make consistent finished products. In molding application, we cool the plastic through conduction and convection directly. Blown film is different in that cooling-water cools the air and then an air handler cools the plastic.
[ Read Full Story ]
In February 2021, Chiller & Cooling Best Practices Magazine interviewed members of the Intertape Polymer Group Inc. (IPG) Sustainability Pillars team to gain an understanding of the work being done to improve energy efficiency. The team members interviewed were Michael Jones (Director of Corporate Energy), Michael Deitering (Senior Project Engineer), Jarrod Knapp (Maintenance Manager) and Mark Secord (Engineering Group Leader).
[ Read Full Story ]
rPlanet Earth is a rarity in the plastics recycling and manufacturing industry. After all, its operation in Vernon, California, is the world’s only vertically integrated facility able to convert polyethylene terephthalate (PET) packaging waste into recycled PET (rPET) packaging for food and beverage industries. Yet, rPlanet Earth is much like any other plastics company in one key aspect: it must maintain production efficiencies to meet growing demand for its high-quality products.
[ Read Full Story ]