Plastic injection molding is the process of heating plastic resin to the point of melting, where the material is pressed into a mold and cooled into its final shape. Aerospace, automotive, material handling, packaging, and food & beverage are a few of the many industries utilizing plastic parts created by these molds. The parts may vary in design, size, and color, but they all become an essential component to finished goods that are used on a daily basis.
Plastic injection molding has been around since the 1870s and has seen improvements in the production process, but the basics are still viable today: Raw material granules (resin) are placed in a hopper and plunged through a heated channel to be melted to liquid prior to reaching a mold and subsequently cooled to become a solid final piece.
One of the most important steps in the mold making process is a consistent and proper cooling cycle. This is due to the fact cooling rates can have a significant influence on the overall quality of the finished item. The cooling cycle must remain consistent throughout the entire production run to ensure all items are equal in quality.
The cooling process within plastic injection molding is critical to the quality of the mold, and may require about 50-75% of the total cycle time. From a production standpoint, this process must be a fixed variable in order to produce quantities on time and keep rejection rates to a minimum. Therefore, it is imperative to maintain a clean, efficient cooling channel capable of removing heat at the required rates. Any deviation would result in an inconsistent mold quality from cycle to cycle throughout the production run. Thereby extending production time and skyrocketing rejections.
The cause of these cooling issues can frequently be attributed to mineral deposits accumulating within the cooling passages of the mold and retarding the heat transfer from the melted resin and increasing the required cooling time.

Cooling tower media is susceptible to scale as are other water-operated components in an industrial cooling system.
Basics Of Scale Build Up
Minerals within the water circuit will deposit throughout facility equipment over time. However, the highest amounts of these minerals will deposit near elevated temperatures. Such as the cooling passages within molds. When mineral deposits from the cooling water drop out and attach to cooling passage walls or heat exchanger tubes, a thermal barrier is created significantly reducing heat transfer. The minerals accumulate as scale resulting in reduced cooling ability and flow rate.
The scale also causes uneven temperatures on the mold surface (uneven shrinkage) resulting in parts with molded-in stresses, warped/twisted sections, sink marks, poor surface appearance and varying part dimensions from cycle to cycle. Just like plaque can accumulate in our body’s arteries, scale can become a major concern if proper maintenance practices are left unchecked.
Any facility utilizing water for heat transfer purposes will eventually encounter scale in its water-operated equipment. This is not limited to just the injection molds, but scale will also accumulate in:
|
|
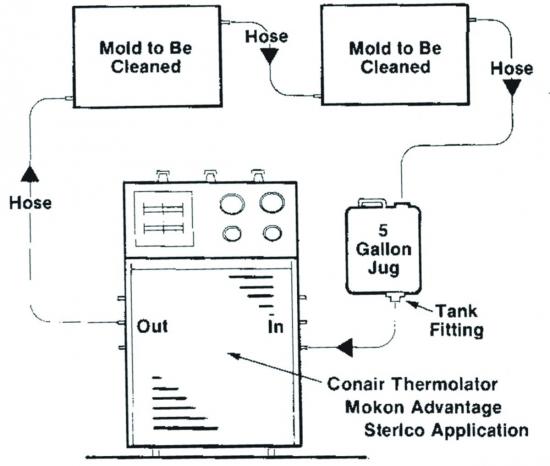
Example of simple circulation set up for descaling.
Cleaning And Scale Removal Methods
Removing scale from heat exchangers, water lines etc. is essential in returning equipment back to peak operating efficiency as well as increasing the lifespan of the equipment. If the equipment is left uncleaned, then it is forced to work harder causing excessive wear leading to costly repairs or replacing equipment entirely.
One of the most economical and beneficial methods to remove this scale is by using a biodegradable, liquid, chemical descaler. Using a descaler on, for example, a shell and tube heat exchanger allows the end user to leave the tube bundle in place and circulate the descaler around the shell or though the tubes to effectively and completely dissolve the scale. This saves time by eliminating the need to remove and reinstall the tube bundle or brush individual tubes. In fact, a safe chemical descaler can be utilized with an auxiliary cooler in order to conduct the cleaning while the equipment is in operation.
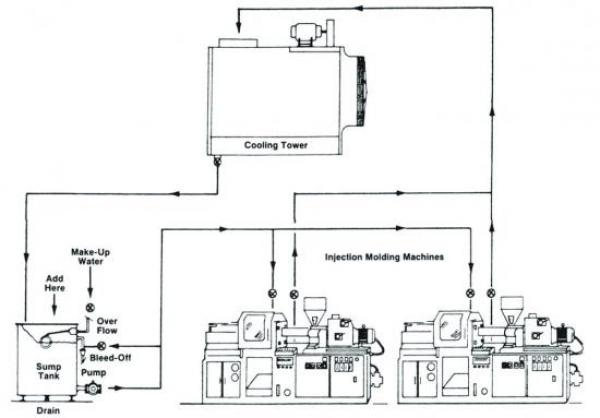
The easiest method to remove scale accumulation would be to utilize the facility’s own cooled water circuit. A cooling tower can be dosed with the descaler and the tower’s pumps will circulate the chemical throughout the piping, which may develop minimal to light scale over time. The descaler will circulate through all of the equipment in a looped fashioned. Below is a diagram of a cooling loop system in a typical plastic injection mold series.
Utilizing safe chemical solutions can extend the useful life of your critical operating equipment.
All water-operated heat exchange equipment throughout the facility will eventually become fouled with water scale, lime and rust deposits. This can lead to the shutdown of production equipment. A biodegradable descaler can quickly remove these mineral deposits and return the equipment back to peak efficiency. The total time required for a complete chemical descaler cleaning can be less than 8 hours. In small volume equipment, the time required may be as low as 1 hour.
The frequency of these cleanings will depend on your facility’s water quality. The water hardness, equipment-operating temperature, total operating hours and the operational load of the equipment all contribute to your preventative maintenance practice. Monitoring and logging data on flow rate, rejection rate, inlet and outlet temperature will enable better analysis of equipment condition and required cleaning materials.
Michigan Plant Increases Manufacturing Rate by 30%
An injection molding company in Michigan was experiencing problems with one of its Mitsubishi 950 injection molding machines. The machine was shutting down on high temperatures up to four times a day. Severe scale accumulation in the machine’s cooling system was the cause of the high temperature shutdowns. The company circulated a safe, biodegradable descaler through the cooling passages of the machine via a pumping system for just 2 hours.
After the circulating time, the machine was briefly rinsed and returned to service. Upon full operation load, the operating temperature dropped by 20°F (-6°C) resulting in a 20-second decrease in each cycle time! This efficiency gain resulted in a 30% increase in parts manufactured daily!


Just 1/32’’ of scale accumulation results in extended cooling cycles and increased rejection rates.
A Typical Production Rate Efficiency Example
For example, a mold has a cooling circuit with water passages properly designed for its predicted use. The standard cooling cycle time is 11 seconds. After 1000 hours of operation, the water passages have developed a coating of scale just 1/32” thick. The scale has extended the cooling cycle to 17 seconds. Rejection rates have also increased, but they’re only a minor setback at this point.
Production quotas must be met so another 1000 hours are loaded on the equipment. By this time, the passages have begun to clog and the cooling cycle has reached 29 seconds. The equipment is now only cooling at 40% of its designed capacity. Rejections continue to increase. The scale already deposited is now dragging more minerals to exponentially collect and completely clog cooling passages.
How Efficient is your Manufacturing Rate?
- How much production value has been lost if this was your equipment?
- What about the extra man-hours?
- What about the opportunity cost of not being able to begin other products?
- What about the condition of the other molds?
All of these values can sum to a significant amount that makes utilizing a fast, safe, biodegradable descaler a simple and effective choice for a best practice in the plastics industry.
For more information, visit www.apexengineeringproducts.com.
To read similar Plastics & Rubber articles visit coolingbestpractices.com/industries/plasticsrubber.


