09/27/2022
Chiller & Cooling Best Practices Magazine interviewed Glenn Brenneke, Vice President of Engineering and R&D, SPX Cooling Technologies, to discuss the Marley 100-year anniversary.

SPX Cooling/Marley has been headquartered in the Kansas City area for 100 years.
Good morning. Please describe your role with SPX Cooling Technologies.
I’ve been with SPX Cooling/Marley for 31 years. I’m the Vice President of Engineering and R&D for the global business, based at our global headquarters in Overland Park, Kansas. Working on the development of our products and technology for 3 decades means I’ve been involved in about one third of the company’s history!

Glenn Brenneke, Vice President of Engineering and R&D, SPX Cooling Technologies.
Can you tell us about the company’s founding and evolution?
It all started with two young engineers and manufacturer’s representatives named L. T. Mart and Chester Smiley, who founded Power Plant Equipment Company in Kansas City in 1922. L. T. Mart, a mechanical engineer, was considered the inventor of the group. Together, Mart and Smiley developed and patented new spray nozzles and spray pond inventions, so innovation has been a core of the business from the beginning. When Mart and Smiley needed an original name for the business, they combined elements of their last names, and the Marley brand was born in 1924.
In 1928, Smiley continued his role as a manufacturer’s representative, while Mart retained the patents and all products carrying the Marley name, then incorporated the business as The Marley Company.
.jpg)
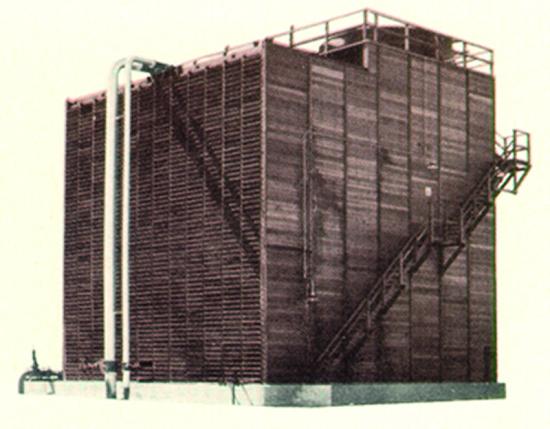
An early version of an atmospheric deck cooling tower, circa 1930.
How has Marley continued to innovate its products?
Following the first patents around spray nozzles, the development of the crossflow cooling tower in the 1930s was very significant. Today, our primary Marley NC Cooling Tower line is designed in a crossflow configuration. This evolution in the layout of the heat exchanger to the fan really drives efficiency and ease of access.
Next, the Marley Aquatower® was an early factory-assembled crossflow cooling tower introduced by Marley in the 1940s. Today, factory assembly is a major part of our business. Factory assembly allows for ease of installation and the ability to package and ship the product whether it be an industrial or HVAC application.
In the 1970s, we had an invention relative to plume abatement. Plume abatement is a technology used to reduce the visible plume discharged from a cooling tower. This parallel path wet/dry tower was a significant development to reduce plume at the time. Plume abatement technology is frequently specified for airport installations. Certainly, if plume is interrupting the view of a runway, it’s not a good thing. It’s pure water vapor, but that vapor can cause a cloud obstructing views. Plume abatement technology improves safety and also helps to make the tower and discharge less noticeable.
Another innovative product is the Marley MH Element™ Fluid Cooler for industrial and HVAC closed-loop applications. By keeping the process fluid in a clean closed loop, and combining the functions of a cooling tower and heat exchanger into one system, the MH Fluid Cooler provides significant operational and maintenance benefits. With its hybrid arrangement of evaporative fill media and prime surface coils, the MH Fluid Cooler offers significantly improved performance over conventional non-hybrid systems.
A more recent development is the Marley NCWD Crossflow Cooling Tower, designed to abate plume at lower temperatures with the same amount of humidity. The NCWD also offers up to 20% water savings over conventional towers when the coil section is employed.
Our most recent launch is the Marley DT Fluid Cooler with the patented Aero-X™ coil technology. The Aero-X coil is a streamlined coil that is very aerodynamic with low pressure drop and high heat transfer capabilities. Today, SPX Cooling Technologies holds over 200 U.S. patents for evaporative cooling systems and components.
Can you tell me more about the emergence of factory-assembled products?
When we introduced the Aquatower in the 1940s, they were mostly small, low-capacity units for the demands of the time. As industrialization increased throughout the country back then, there were small heat loads (whether it be punch presses, or injection molding process) that required rejection of heat. Over time, heat loads got larger, so Marley products grew with them to meet the needs of industry.
Today our factory-assembled products are very flexible. We offer a wide range of capacities from the smallest to largest, allowing customers to select a tower that fits their needs. When we develop a new product line, it has multiple models with different sizes and power combinations allowing customers to address their unique heat loads.
.jpg)
A Marley NC Series cooling tower flyer, circa 1968.
How were the earliest cooling tower models constructed and applied?
Our first units were field-erected products. Initial cooling equipment started as spray ponds, then cooling towers evolved to save space. At the time, cooling towers were large units constructed of wood, serving large industrial applications like power plants and refineries. Materials have evolved through the years and today, you will still see both mechanical draft and natural draft field-erected cooling towers for power and industrial applications with very large duties and heat rejection requirements. A large power plant can be in the hundreds of thousands of GPM in the recirculating water stream.
An early image of a Marley single flow cooling tower.
Since SPX Corporation acquired the Marley brand in 2001, how has the company grown?
First, SPX has brought opportunities to grow the business through acquisition. From the get-go there were a number of acquisitions made. Initially in the 2000s, growth was primarily focused on power industries. Today, as markets evolve, we have more focus on HVAC and refrigeration. We see an opportunity in those markets for sustained growth. As temperatures rise, people around the world need comfort cooling to survive, and we will continue to focus on these needs. Also, with a growing population of people who want access to fresh and processed foods, refrigeration will continue to be a sustainable market for us.
In the last five years, SPX has begun to enter these markets through the acquisitions of SGS Refrigeration and Cincinnati Fan. We now have our Recold brand, focused on commercial refrigeration, and our SGS brand, focused on industrial refrigeration. The most recent acquisition of Cincinnati Fan has grown our SPX Air Movement products portfolio to now include Cincinnati Fan, Strobic Air and Daniels fans, providing a means to enter the industrial ventilation business and grow within the HVAC market.
How are engineers and facility managers able to monitor the performance of their units?
One thing we’re rolling out now is our CoolBoost Opti FC Control Panel, a new control technology for our fluid cooler product line. It offers an ability to have various modes of operation to optimize the system. With many fluid coolers, you can operate in evaporative mode or dry mode. In dry mode, you can shut off the recirculating water stream and still have optimal performance. It allows these various operating modes to balance or enhance what the customer is after. If they’re after premium efficiency they will operate in evaporative mode. If they want to save some water during cooler ambient conditions, they can shut the water stream off and still provide cooling in dry mode.
We look to provide the necessary instruments to connect into building management systems from a control standpoint. We recognize the importance of being able to control the equipment and optimize systems. Cooling towers usually fit into a bigger system, and they’re usually not the only piece of equipment in the system, so there’s many different approaches to controls. We aim to provide the appropriate sensors and data points into those systems so the building/plant operating system can gather that data and control the equipment appropriately.
Are you seeing more demand for advanced controls, sensors and free cooling capabilities?
The short answer is yes. We’ve had great discussions relative to operation of systems with our engineers advisory council, an industry group we formed a few years ago. With the sophistication enabled through control systems, facility managers are able to operate systems in a much more complex way than they were 10 years ago. Customers are looking at it less as a single design point and more on an annual basis since a cooling tower operates in environments that fluctuate throughout the year. There is however, some debate about the best way to approach control system design. We may want to provide more sophisticated controls on our systems, but often times it’s just one piece of equipment in a bigger system, and they’re looking at it more at the system level. If every individual piece of equipment in the system had its own controls, it would be difficult to manage. Certainly, we can meet the needs of customers wanting sophisticated control at the cooling tower level, while some just want certain data points fed into their building management system so they can control fan speeds accordingly. We feel we can accommodate many different design approaches with our controls products.
With advanced controls and sensors, facility managers are able to utilize free cooling in colder months. With evaporative cooling technology, users can achieve desired fluid temperatures without mechanical cooling when ambient air temperatures fall to a certain degree. Since a cooling tower’s power consumption is relatively low compared to a chiller, it’s very important that users identify when free cooling can be utilized for their facility.
Does SPX participate with the Cooling Technologies Institute (CTI) Thermal Performance Certification program?
Yes, and since the CTI Certification program started in the 1990s, it has become an industry norm. CTI has enabled the industry to ensure products are meeting performance levels, and has provided standards on how to test and maintain that performance. CTI offers thermal performance certifications for multiple cooling tower designs and models. This enables us to provide third-party tested and verified information to customers.
We recommend specifying engineers and facility managers request CTI Thermal Performance Certification when picking a tower. This ensures they’re getting a product that meets the heat load conditions prescribed for their tower.
How is the CTI Thermal Performance Certification program evolving?
One of the areas CTI is exploring is adding sound certification. As industry and applications get closer to population, noise becomes a bigger problem. Ensuring noise levels are managed and certified is an important aspect, and noise is one of the things CTI is working to add. It’s making progress, and we will see this evolve in the coming years.
In the interim, SPX Cooling has done independent certification of cooling tower sound levels to help bring that forward. We’ve also been instrumental in encouraging CTI to have an industry-wide certification program for noise levels. Noise is something that can affect not only our direct customers, but the neighbors of those customers as well. Ensuring you have highly efficient equipment is important. Ensuring you manage water use is important, and noise is another important factor we are cognizant of. You want to manage it. You want quiet equipment.
Do you test at both partial loads and full loads?
Yes, we test our products at a wide range of application conditions including variation in load. Right now, the test standard calls for a design condition. We have selection software available for customers called CoolSpec, where users can utilize and run different conditions within their application. It’s a great tool. We recently updated our product selection software with significant enhancements, making it easier for new users to run the program. With a series of support screens, CoolSpec helps engineers select the type of application and solution they need with regards to efficiency, water consumption, space, noise and other factors We wanted to make it easier for consulting engineers and specifiers to use, whether or not they’re experienced with our type of equipment.
Do SPX Cooling products carry other third-party certifications?
Yes, our products are Eurovent certified, another performance-based certification. Eurovent is a European certification agency partnering with CTI. We also offer products that are Factory Mutual (FM) Approved. Many industrial companies are insured by FM Global, which has a certification for fire prevention, recently broadened to also cover wind loads, storm resistance and more. Our products are certainly OSHA compliant, and we maintain thorough understanding of compliance requirements as they relate to access ladders, platforms, guard rails, tie-off locations, etc. We ensure components are easily and safely accessible for anyone servicing our products.
How is SPX Cooling celebrating its 100-year anniversary?
In May, our team did a great job organizing the Marley Centennial Celebration near our world headquarters in Overland Park. During a weeklong series of events we held our sales conference, centennial dinner and awards ceremony, annual charity golf tournament and plant and R&D center tours., Of course, Kansas City barbeque was included in the program!

SPX Cooling project managers at the Marley Centennial Celebration.
You don’t stay in business for 100 years without having great partners. These last couple years made it difficult to get people together, so we took this opportunity to celebrate not only this tremendous milestone, but our partners and reps as well. One of the reps that stood out to me was Midwest Machinery, which has been a rep for 99 years. We’re grateful to have partners that have worked with us since the beginning. Marley reps are very knowledgeable individuals and dedicated businesses that have been important components of our success for a sustained time, so we wanted to recognize them. We also recognized our suppliers - important suppliers that have been with us for decades. Our suppliers have done a remarkable job, especially with recent COVID and supply chain challenges, so I’m glad we were able to recognize them as well. These relationships bring a lot of opportunity to grow both our business and theirs. We wouldn’t be the company we are today without the partners that we have.

Long-time Marley & SPX Cooling Employee, Kent Martens (retired), with regional sales manager, Tony Ring, at the Marley 100-year celebration event (right to left).
We’re also conducting our Marley Tour of the Century Road Show, touring our products across 50 locations in 33 states. The road show began in April and concludes November 2022.

Aaron Todd, Product Development Lead, Controls (right), shows attendees the benefits of the CoolBoost Opti FC Control Panel during the Marley Tour of the Century Road Show.
![]()
About SPX Cooling Technologies, Inc.
SPX Cooling Technologies, Inc. is a leading global manufacturer of cooling towers, evaporative fluid coolers, evaporative condensers, industrial evaporators and air movement systems. Since 1922, the company’s cooling and air handling systems, components, and technical services have supported applications in HVAC, refrigeration and industrial process cooling. For more information, visit www.spxcooling.com.
To read similar Cooling Tower Technology articles, please visit https://coolingbestpractices.com/technology/cooling-towers.
Visit our Webinar Archives to listen to expert presentations on Cooling Systems at https://coolingbestpractices.com/magazine/webinars.
