01/17/2023
In some companies and industries, open tanks are common features of process cooling systems [1]. In others, tanks are never or rarely seen. Why the difference? Who’s right? Should we all be using tanks or not?
This article will explore why tanks are used in cooling systems, why they might not be used in cooling systems, and finally considerations to be evaluated in determining if tanks are needed in any particular central plant cooling system. Part 2 will review specific application details for using tanks and also for tankless systems and system conversions.

Typical Chilled Water Tank System.
Why Tanks are Used
The first question to answer is why are tanks used in systems? Technically they are not part of a simple flow circuit that consists of a pump, cooling resource(s), cooling load(s), and connecting piping. Even so, tanks can perform several useful functions in cooling systems such as:
- Providing additional system volume for small systems to prevent chiller short cycling [2]
- Chiller flow stabilization in systems where the flow to cooling loads varies dramatically, such that the chiller(s) may repeatedly fault on loss of flow if not decoupled from the process cooling flow
- Chiller load smoothing for irregular or highly transient cooling loads
- Flow equalization in split cooling recirculation / process flow systems with separate loops to each part
- Physical and / or non-hydronic functions such as drain-down volume accommodation, system water loss makeup, or cooling water supply stabilization for highly sensitive applications or in unreliable cooling supply situations
There are several companies that produce high quality, well-designed tank systems that often also include pumps and their associated hydronic components. The tank systems are typically offered in addition to other cooling system components like chillers, cooling towers, etc. which together can comprise a cooling solution that is complete except for the piping to the cooling loads. These companies promote the use of tank systems and the advantages they can offer, as would be expected.

Typical Tower Water Tank System
These functional advantages are often most applicable in specific manufacturing situations. The typical applications include:
- Packaged, dedicated systems with a tank built into the package typically serving only a single load or line such that the load is essentially on or off but the chiller is able to run continuously, albeit cycling on and off as necessary
- Smaller site-assembled systems with small numbers of loads (typically fewer than 4 – 6 independent lines or points of use) that operate inconsistently making it a regular occurrence that no active loads are on while the cooling system is running
- Cooling tower gravity drain down for freeze protection and other pipe gravity flows from non-operating systems
- Significant batch heat loads or other highly variable heat loads such as long cycle mold cooling for large parts [3]
- Narrow process delta-T applications where the process requires a minimal temperature difference (such as injection molding mold cooling) where the chillers can’t effectively operate with that same temperature difference
- Plants where perceived simplicity of operation and upset tolerance are paramount over potential energy savings and maintenance benefits
Given these benefits, why wouldn’t tanks be used in every system? This view is validated by many installations where we see tanks used in central plant systems ranging from 40 tons up to 1500 tons in size. In many of these applications, the tanks [4] could be viewed as not critical but functional. They provide simple and convenient operation for the plant staff with minimal perceived drawbacks. End of story, right? Well, not so fast.
Why Tanks Would Not be Used
Like many things, tanks have pros and cons. The skeptic asks why should we not use tanks? There are several good reasons for looking critically at tank applications.
First, tanks are not technically required except for the specific situations listed above. As noted before, they are not critical components of the cooling system circulating loop in the same way as, for example, the pump, check valves, etc. Once installed in systems, however, they become nexus points to which many, if not all, of the flow circuits in the system are connected. In significantly expanded systems, this becomes a very real chokepoint for space to connect pumps and return pipes to the tank.

Crowded equipment after plant growth.

Pump added on top of chilled water tank.
Second, tanks cost real money to purchase and install, as well as to maintain, and also incur opportunity costs for the plant floor space dedicated to the tank. Tanks are most frequently purchased as tank and pump systems outfitted with multiple pumps and pump groups (anywhere from two to six are common and some hot well / cold well systems have ten or more pumps installed), and these pumps, their electric supply components, and their associated piping components (e.g., check and isolation valves, strainers, etc.) all cost yet more money to purchase, install, and maintain.
Third, tanks impose significant hydraulic penalties on the systems where they’re installed, even though those penalties are generally not recognized. This occurs through at least three mechanisms:
- Low pump suction head (frequently with entrained air bubbles – see below) usually only in the tens of inches even with tanks that are 5 – 6 feet tall due to the requirement for the tanks to have space to absorb system drain down volume without overflowing.
- Loop return water mixing which blends down return temperatures from the floor and blends up the chiller supply temperature to the process, typically by at least 1°F the wrong way on each loop [5] .These conditions in effect mean that the supply temperature control to the plant is random based on the conditions in the tank and not on the chiller settings.
- Pressure head waste of the returning water by releasing it back to atmospheric pressure and diffusing the flow energy in swirling the water in the tank. This is a straight loss that is ultimately converted into very slightly warmer water for the chiller to cool.
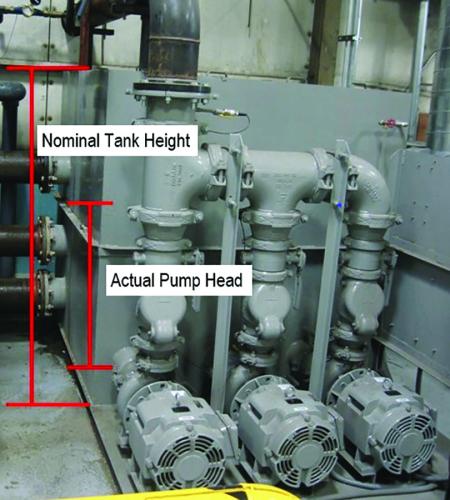
Effective pump suction much less than tank height,
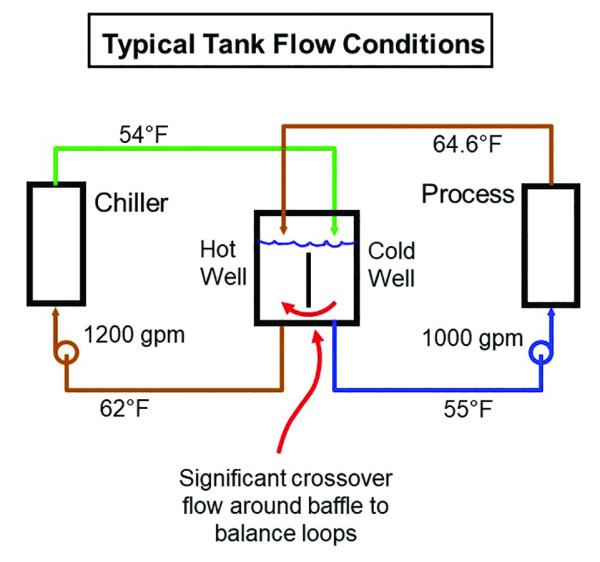
Mixing and imbalanced flows impact temperatures.
In combination, these reduce the net delivered pumping efficiency and make the heat rejection less efficient, whether through a chiller or a cooling tower. Note we’re not talking about 50% efficiency penalties here, but if you’re designing for high efficiency, every little bit helps.
Fourth, tanks always introduce air into the water systems and frequently allow dirt and debris to enter as well. Both of these can increase corrosion in the system and cause problems with air collecting in heat transfer and other components. This condition is even worse in the highly common condition of tanks that were originally properly sized for a system but which have become dramatically undersized with plant growth.

Rare tank with minimal aeration, still note rust on pipe.
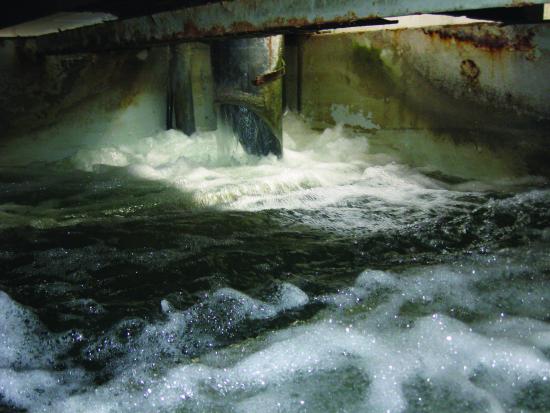
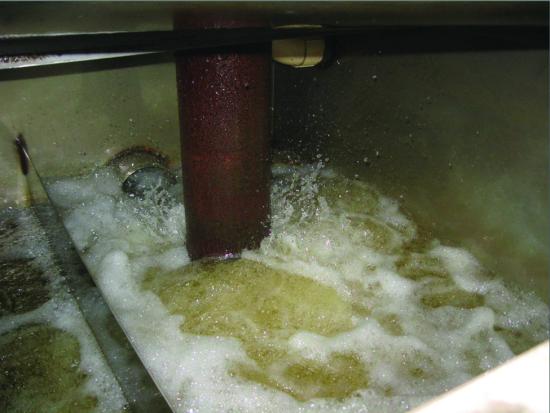
Typical highly aerated tower tank return.

Highly aerated, free falling tower process return tank.
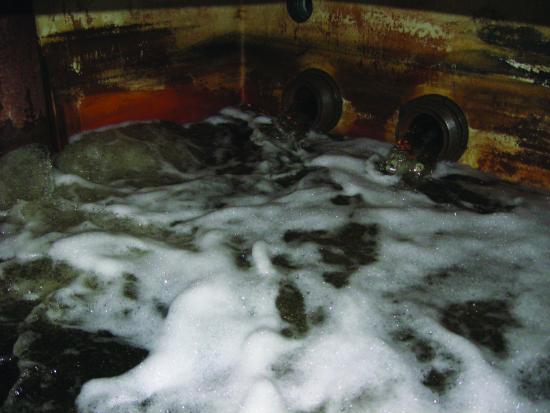
CHW hot well with aeration and balancing flow from cold well.
Steel pipe corrosion in highly aerated stainless steel tank.
We have seen dozens, if not hundreds, of tanks that now serve essentially as blenders with greater GPM flows than the tank volume itself, and this is worse in larger systems as few companies are willing to spend the money to have a tank proportionally as large in a 500 ton or larger system as they will for a 50 – 100 ton system. Air in cooling systems contributes to dramatically higher rates of corrosion in open systems than in closed loop systems that can be substantially stripped of dissolved air. [6]
In addition, while tanks have reasonably closely-fitting covers when installed, over time these get loose, lost, cut away for pipe entries, etc. such that dirt and debris can enter. Plastic resin pellets are particularly fond of getting into water systems where they are sized perfectly to clog strainer elements with 1/8” holes! Tackling these problems requires close attention to tank top entry points and system filters / strainers, as well as aggressive (and more costly) chemical water treatment.

Chiller CHW inlet corrosion and deposits on tank system.
Finally, all the perceived benefits of tanks in central plant systems beyond a critical cut-off size can be realized through effective system design and control. This cut-off size may vary between around 100 – 200 tons but is more about the system flow requirements and the number of lines and their cooling flow and temperature characteristics than about the absolute size. There must be a continuous water flow path for the chiller(s) to operate but if the nature of the heat loads is such that there will always be open flows if the plant is in operation, such as uncontrolled cool-side heat exchangers, air handlers, etc., then the likelihood is very low of having deadhead flow conditions while the cooling plant is in operation [7]. The larger the plant and the more lines there are, the more the cooling flows and loads become statistically continuous and the less likely the conditions necessitating the use of tanks exist.
Proper piping design and system control coupled with the inherent flow conditions in larger plants make tanks unnecessary. Closed piping systems can be designed in either primary – secondary configurations or as single variable-flow loop systems, and both of these designs eliminate the hydraulic weaknesses of tank systems and the potential for significant air entry in the system [8]. By being closed systems, the issues of low suction head and loss of return pressure head are eliminated, as is the need for piping volume drain down storage; and the flow balancing to cooling equipment and process loads should be straightforward through the system controls.
How to Decide if Tanks are Worth the Costs
When considering the need for tanks in a central plant process cooling system, answering the following questions will help determine if they should be installed. Note the questions are carefully structured to make assessing the answers easy, in particular so that Yes answers point to the potential use of tanks in the plant.
Is the system a central plant design that does not and will not ever grow to serve six or more lines?
We all know the propensity of manufacturing plants to change and grow but sometimes there are strict limitations ensuring they won’t – dedicated contract facilities, unchangeable production space limitations, etc. If there are no hard limits like this, it’s better to assume they will grow and answer this “No” assuming typical blow or injection molding, extrusion lines, or other heat loads of 20 – 25 tons or so.
Are the cooling loads substantially characterized by discontinuous flows (e.g. solenoid valve operations, frequent machine starts & stops, etc.) such that only a small portion (≤ 25 – 30%) of the total flow, if any, is continuous and normally open for flow?
Many production cooling applications have mostly open flow devices as a significant portion of their heat loads, such as open flow mold cooling, extruder feed throats, hydraulic cooling heat exchangers, etc. that take continuous water flow when running, with temperature variations reflecting the actual heat load (higher delta T at greater loads and vice versa). If a plant’s overall process mix has mostly continuous cooling flows and virtually no instances of zero or near zero flows (except when lines are valved off due to maintenance, mold changes, etc.), then this should be answered “No”.
Are the cooling loads sufficiently variable or definitively non-uniform that they can not be reasonably expected to present a more or less steady load, both in flow and temperature difference, to the central plant cooling?
Cooling loads can vary in both flow and temperature change, and extreme variation in either or both components can be challenging for a cooling system. Many modern chillers with electronic controls can operate reliably with flow variations of 30 – 50% per minute, and some can be equipped with anticipatory controls that directly monitor flow and / or entering temperature to improve that stability over even greater changes in load characteristics. Even so, load changes beyond that exceed virtually all chillers’ ability to maintain control over the leaving water temperature and, in sufficiently challenging cases, their ability to continue operating.
Any of the following conditions could cause loss of temperature control in a system – loss of control here being defined as more than “a couple of degrees for a couple of minutes” such that undesirable process cooling load effects can be expected:
- Functionally instantaneous changes in flow or temperature difference (or the blended combination) of more than 2:1 [9]
- Changes in temperature difference that exceed the design capability of the chiller (e.g., a 7°F delta T becoming a 15 or 20°F delta T without offsetting flow changes [and sometimes even with flow reductions it’s not enough])
- Intermittent absolute cooling loads in excess of the chillers’ capability (e.g., a 50 ton load for 10 minutes on a 20 ton chiller).
If none of these are true or likely on an overall system basis (e.g., the combined total system effect even if there are specific loads with these characteristics) at the chillers, then this can safely be answered “No”.
Are there any requirements for either significant volume acceptance or volume loss management [10] that can’t be adequately met through non-tank methods?
If a system has normal operating requirements for meaningfully varying liquid volumes then tanks provide an excellent means of managing the volume changes effortlessly. While the amount that would be “meaningful” varies by system size, typical volumes might be 30 – 50 gallons or more in or out of a system. Examples would include cooling towers draining down several hundred gallons (i.e., volume into the system) [11]; cylindrical or other welded tanks filled, cooled, and flushed with water that is filtered and returned to the cooling system later (volume out and then volume in); or water to fill large molds and connecting piping and hoses after a mold change (volume out). If these circumstances do not apply to a system, then this would be answered “No”.
Does the host site lack the technical competence and / or the corporate technical support to operate a closed-design central system?
One of the great benefits of tanks in systems is their perceived simplicity of operation, and it is absolutely true that they streamline certain elements of running cooling systems. Almost anyone can understand that the water in the tank must be kept at a certain minimum depth, and simple visual indicators can help monitor the level status. If a plant has only generalist maintenance and technical staff, or even purely operators (e.g., a very small plant with no defined support staff), then tanks are helpful to enable the operation of the cooling system.
As noted earlier, there are other cost and operating implications from tank use and these must be balanced against the simplicity argument. If a plant has peers that do not use tanks (showing the processes can operate without them) and if they have good local or corporate technical staff knowledgeable or capable of learning about closed system operations, then it is a candidate for tankless operation and can safely answer “No” to this question.
If a plant can answer “No” to all of these questions, then tanks do not offer compelling reasons for their use that would offset the negative aspects. However, if a plant answers Yes to one or more then use of tanks would likely provide operating benefits to the plant that would more than offset the cost implications.
Conclusion
Tanks are very common in many small to mid-sized process cooling systems. In many cases, the decision to include tanks is made uncritically due to experience in other plants, custom within a company, or well-intentioned recommendations by sales representatives who are very familiar with the benefits but less so with the drawbacks.
This article has set forth the pros and cons of using tanks from the author’s perspective and has offered considerations for evaluating the need for tanks in any given cooling system. The second part of this topic in a following issue of Chiller & Cooling Best Practices will discuss specific details of using tanks, designing tankless systems, and converting systems with tanks to closed systems.
Given the nature of multiple conversations over the years with various parties regarding tanks in cooling systems, an interesting discussion of this article’s perspectives is expected!
For more information about Integrated Services Group visit https://www.isg-energy.com, email: [email protected], tel: 770.823.8235.
To read Part 2, visit https://coolingbestpractices.com/technology/cooling-towers/tank-applications-central-cooling-systems-part-2-tankless-systems.
For similar articles on Cooling Technology please visit https://coolingbestpractices.com/technology/cooling-towers.
Visit our Webinar Archives to listen to expert presentations on Cooling Technology at
https://coolingbestpractices.com/magazine/webinars.
[1] Open reservoir tanks at atmospheric pressure as distinguished from closed tanks for pressurized cooling flow or integral processing applications.
[2] Heat rejection is performed by chillers, cooling towers, and special purpose heat exchangers (such as free cooling systems or other dedicated function HXs) and most of the concepts discussed in this article are applicable to all of them. As chillers are typically the most difficult to manage, this article will most often refer to chillers as the cooling resource for implications of tank uses and other system operation considerations.
[3] ISG had a client that produced chemically-foamed synthetic rubber material that was heat-activated in steam jackets and then cooled to stop the reaction with cooling water sent through the same mold channels used by the steam. The instantaneous heat load at the peak was 400 tons while the cycle average was 25. No chiller could operate through the cooling requirements, and it wouldn’t be cost effective even if it could.
[4] Tanks plural, since the vast majority of the systems use a hot well / cold well design with two tanks or a single, baffled tank providing two temperature regimes.
[5] The baffles and level-maintenance features of tanks necessarily mean that the water in the tank, particularly single container hot & cold well designs, is constantly mixing between the two loops even if the flow rates are precisely matched, which of course virtually never happens.
[6] Cooling tower loops cannot of course be closed loop systems, but they can be made very concise by designing them as short pipe runs to chiller condensers and separately to closed machine cooling loops behind plate heat exchangers.
[7] If required, pressure controlled valves can be installed in systems to enable return flows to bypass closed off cooling loads when machines are down.
[8] Closed hydronic systems should be equipped with air separation devices that, combined with proper water treatment, dramatically reduce the corrosion rates in closed systems vs. open, highly aerated systems.
[9] “Instantaneous” for a cooling system is a flow change of more than ≈30% flow in one minute, a change in temperature of ≈4°F in two minutes, or a combination of both in lesser degrees.
[10] Volume loss management is the maintenance of acceptable system performance even if it loses a meaningful amount of water (amount TBD dependent on specific system criteria), but typically defined to mean more than can be replaced by the make-up water system in 1 – 2 minutes. For example, if a system capable of making up 12 GPM loses 50 gallons in a 2 minute hose break, or requires 25 gallons to fill a newly installed mold and associated piping, can the expansion tank maintain acceptable suction pressure level at the circulating pumps for the system to continue operating smoothly?
[11] Note that water draining back to a tank from system piping does not count as drain down volume that has to be accommodated. This condition is a function of having a tank and siphon-breaking aeration in the system, and would be eliminated in a closed system.
