07/26/2016
We are certain it comes as no surprise to the readership of this journal that a third of the total energy end use for commercial buildings in the U.S. is consumed by HVAC (DOE 2008). Chillers are usually the single largest individual user of electricity in commercial and institutional HVAC facilities. Maintenance and engineering managers have three primary options to improving chiller performance: replacement, control strategies and maintenance. As chillers are required to reject heat to complete the vapor-compression cycle, a condenser heat exchanger is used which allows heat to migrate from the refrigerant gas to either water or air. Heat transfer has the greatest single effect on chiller performance.
Large chillers can have more than five miles of condenser and evaporator tubes, therefore high heat transfer is fundamental to maintaining efficiency (Piper, 2006). Water-cooled chillers incorporate the use of cooling towers, which improve the chillers' thermodynamic effectiveness as compared to air-cooled chillers. One of the most common types of water-cooled refrigerant condensers is the shell-and-tube, where the chiller refrigerant condenses outside the tubes and the cooling water circulates through the tubes in a single or multi-pass circuit. An almost unavoidable consequence of using water is that fouling of the heat exchanger surface may result from sediment, biological growth, or corrosive products. Scale can also result from the deposition of minerals from the cooling water on the warmer surface of the condenser tube. As stipulated in the Guide to Best Practice Maintenance & Operation of HVAC Systems for Energy Efficiency, “It is estimated that a build-up of a 0.6 mm thick layer of fouling on the condenser water tubes will reduce chiller efficiency by 20%. For larger chillers, the installation of automatic tube cleaning systems may be cost effective”. The formation of process-related deposits on heat transfer surfaces bears an estimated economic price tag of about 0.25% of the GDP of industrialized countries.
What may come as a surprise to readers of this journal is the impacts of fouling on heat transfer surfaces is generally already considered in the design of heat exchangers by using a so-called “fouling factor” in the calculation of the overall heat transfer coefficient, U. Fouling will reduce the overall heat transfer coefficient and thus leads to the reduction of the heat duty of an existing heat exchanger or to additional surface area requirements in the design of new heat exchangers. The prevalence of fouling in heat exchangers has been clearly demonstrated by several surveys that have reported that more than 90% of industrial heat exchangers suffer from fouling problems (Muller-Steinhagen, 2011; Steinhagen et al., 1992; Garrett-Price et al.,1985). Figure 1 clearly shows the consequence of fouling in a water cooled condenser tube array operating at a hotel in Adelaide, South Australia.

Figure 1. Severe fouling of water cooled condenser tubes.
When a water-cooled condenser is selected, anticipated operating conditions, including water and refrigerant temperatures, have usually been determined. Standard practice allows for a fouling factor in the selection procedure. The major uncertainty is which fouling factor to choose for a given application or water condition to obtain expected performance from the condenser. As fouling is a major unresolved problem, it is normal practice to oversize the heat transfer surface area to account for fouling. Design engineers frequently over compensate by arbitrarily increasing the fouling resistance or by multiplying the calculated overall heat transfer coefficients with a “safety factor” (Muller-Steinhagen, 2011). This has been exemplified in practice whereby over specifying fouling resistances has increased the heat transfer surface above clean conditions in the range of 20–300%! (Garrett-Price et al.,1985). This was confirmed by a major Heat Transfer Research, Inc. (HTRI) study into the fouling-related excess area of 2000 recently designed heat exchangers (Muller-Steinhagen, 2011). In layman terms, your chiller’s condenser heat exchanger is very likely to be way over sized by the chiller OEM.
As fouling builds up in a condenser, the condensing temperature and subsequent power consumption increases while the unit cooling capacity decreases. This effect can be seen in Figure 2. At some point in the operating cycle, the increased cost of power will be offset by the cost of cleaning. A number of general techniques exist for fouling mitigation of heat exchangers. Chemical inhibitors are commonly introduced to the water loop to reduce and/or mitigate the deposition rates of selected fouling problems. While chemical cleaning is effective, as water is bled from the cooling tower and or evaporated from the cooling tower, there is continual requirement to top up the chemical dosage as fresh water is introduced into the system.
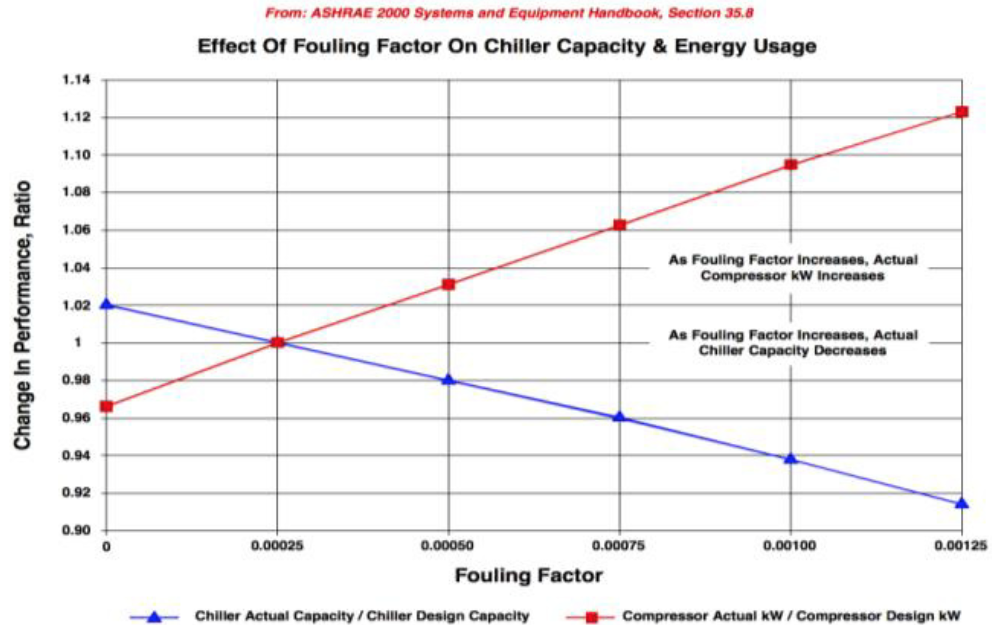
Figure 2. Effect of Fouling on chiller Capacity and Energy Usage (ASHRAE, 2000).
Use of chemicals adds to the plant operating costs, and their application may be restricted by environmental legislation or by product specifications (Muller-Steinhagen et al., 2011). As alternative to chemical inhibitors, mechanical treatment of the heat exchange surface may be undertaken. The most common mechanical method is the use of projectiles that are propelled through the heat exchanger tubes to remove deposits. Commonly referred to as an automatic tube cleaning system (ATCS), this mechanical method of cleaning heat exchanger tubes occurs while the equipment remains in operation and in full production. There are two types of ATCS: the brush and basket type and the more common recirculating sponge ball type. Recirculating sponge balls consists of slightly oversized elastomer balls that are periodically or continuously injected upstream into the condenser cooling water inlet. The balls are passed through the tubes by the water flow. A strainer or ball collector is installed at the water piping exiting the condenser. The outcome of using ATCS on tube condition can be seen in Figure 3. This chiller had been in service with the ATCS at a major Sydney hospital for three years. A striking contrast to Figure 1. Clearly these tubes do not require any additional manual cleaning.
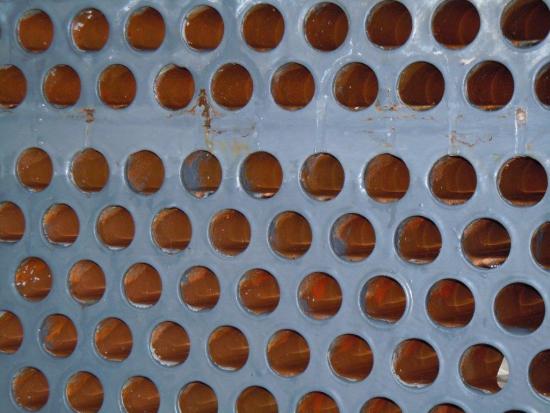
Figure 3. ATCS at work, tubes free of fouling.
Further evidence of the cleaning performance of the sponge ball ATCS is highlighted in Figure 4. As part of the annual AS/NZS-3788 pressure equipment inspection, the hospital chillers are opened for an internal inspection to occur by an independent examiner. Aside from preventative maintenance tasks, preparation for inspection had involved the internals and tubes to be cleaned by brushing and flushing with water to remove any deposits in order that the surfaces of the vessel are presented in an inspectable condition. Since the installation of ATCS, the improvement to the condition of the tubes has been commented on by both the maintenance technicians and the pressure vessel inspector to a standard where the tubes clearly did not require additional manual cleaning for the inspection to occur. [Hely, 2014].
The photograph in Figure 4, supplied by the hospital’s mechanical maintenance supervisor, shows the opposite shell-end of the double pass condenser to the injection side. It shows the appearance of staining due to calcium deposits from the condenser water system [Hely, 2014]. There is a clear zone free from staining in the central region across the shell-end where the sponge balls are impacting the plate. One can note the ‘mottled’ appearance from the impaction of the balls removing the calcium deposits. It can be seen from the impact distribution profile, the balls are focusing in a central band across the full face of the shell end. This demonstrates the balls are travelling radially across the whole diameter of the tube bank.

Figure 4. A view of the condenser shell end.
Before discussing the results, a quick overview for those not familiar with ATCS. The featured case studies in this discussion have the common components that constitute an installation of this type; injector, strainer and recycle pipe work which connects the strainer to the injector to return the sponge balls. An actual installation of the sponge ball ATCS for Case 1 is shown in Figure 5. In the foreground the injector can be seen. In the background is the strainer with connecting pipework coming to the foreground.

Figure. 5 The sponge ball ATCS installed in Case 1.
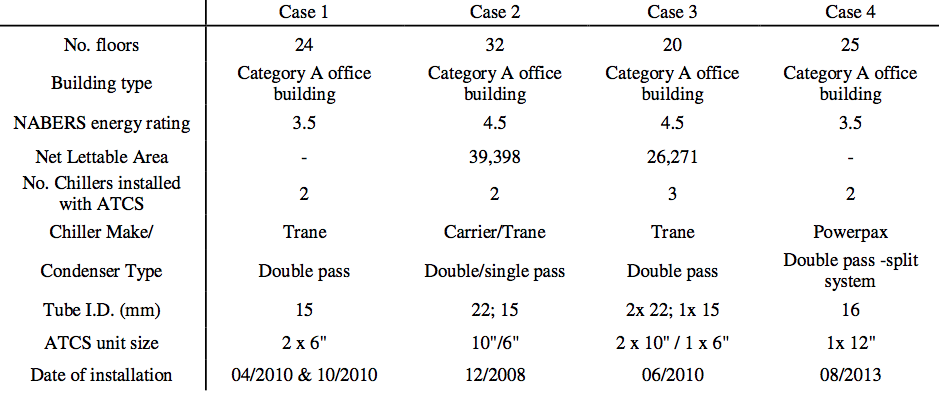
The standard operating procedure for the injector is to hold the equivalent number of sponge balls equal to a third of the number of tubes in a single pass. Sponge balls are released from the injector on set intervals of every 30 minutes. The sponge balls ought to be replaced every 1000 hours of chiller run time. In practice, this may not occur if the site has poor maintenance scheduling and will impact the results as shown in Case 3. Table 2 summarizes key aspects for each Case number. Sponge balls are generally 1mm larger in diameter than the I.D. of the condenser tube.
The dominant independent variable on cooling load is the outside weather. Weather has many dimensions, but for whole-facility analysis, the outside air temperature is sufficient. The standard practice of using a referenced base temperature cooling degree day (CDD) was used in the present study. Cooling degree days are based on the average daily temperature. The average daily temperature is calculated as follows: [maximum daily temperature + minimum daily temperature] / 2. As HVAC load is seasonal, one full cycle is required for analysis thus, a minimum of 12 months.
Degree days are a simplified form of historical weather data - outside air temperature data relative to a base temperature, and provide a measure of how much, and for how long, the outside temperature was above that base temperature. In degree-day theory, the base temperature is effectively the "balance point" of a building when the outside temperature is below which the building does not require cooling. Naturally different buildings will have different base temperatures depending on its thermal performance. For this analysis, a reference base temperature of 18oC was used. Climate data was referenced from the BOM, Sydney Observatory Hill, weather station ID 94768 (151.21E,33.86S). A simple linear model was used to correlate energy consumption without any adjustments, to a single independent variable, CDD. Daily CDD data is summed into monthly totals. Energy consumption is then computed such that the best fit linear regression equations fitted to the baseline and post ATCS installation data are multiplied by the 10 year average degree-day value for the corresponding month.
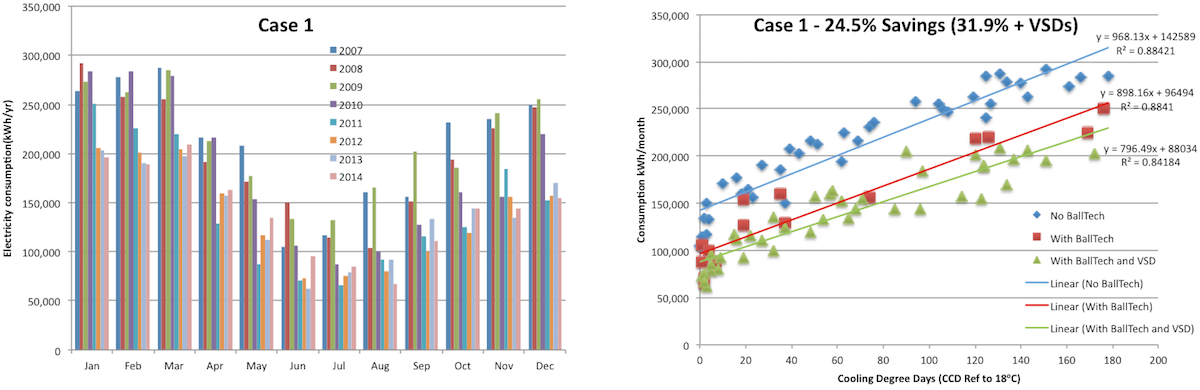
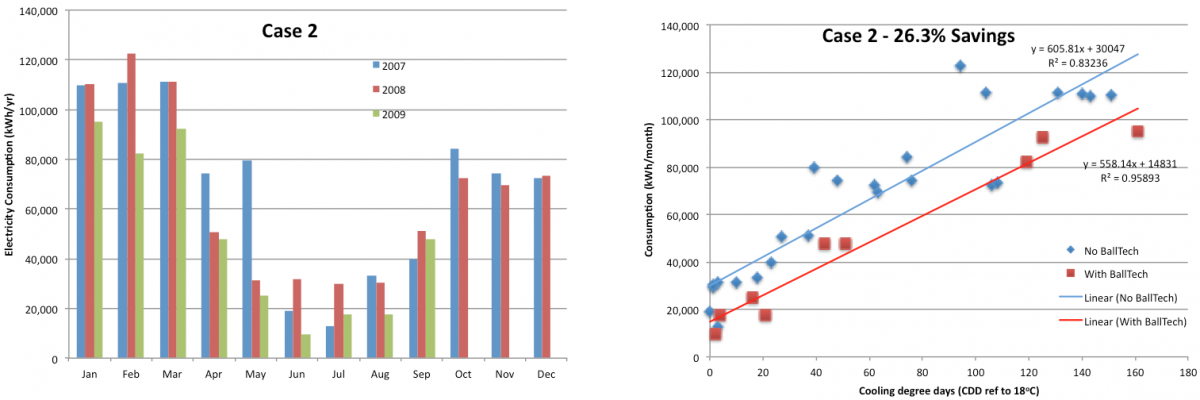
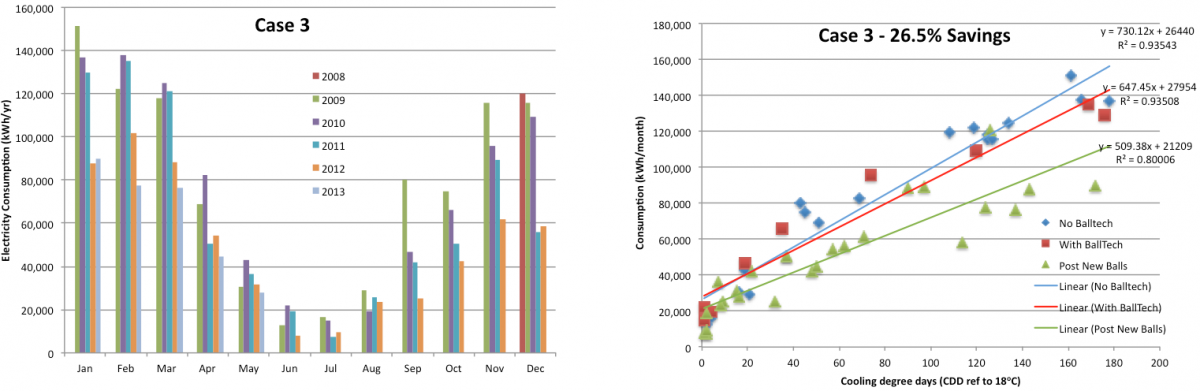
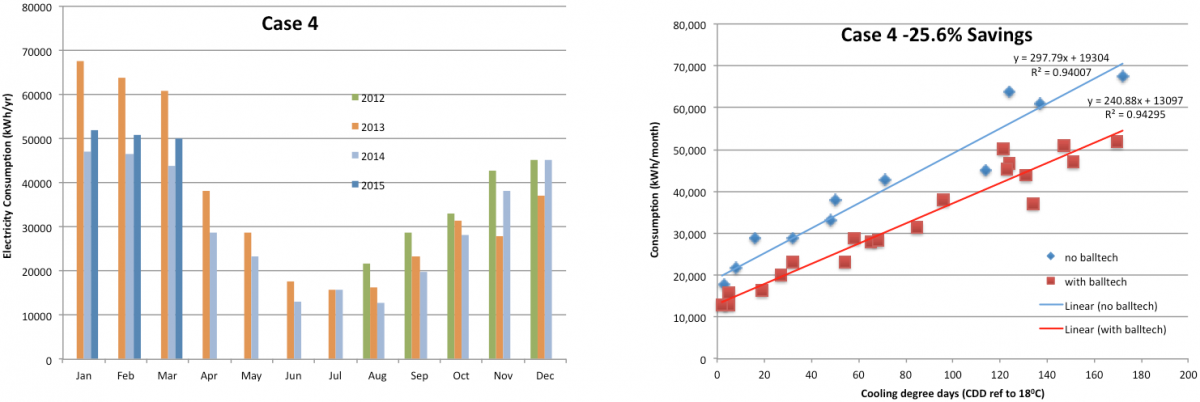
The difference between the adjusted baseline and the post ATCS normalized consumption totals is the normalized energy saving based on the 10 year average degree-day. Figure 6 summaries the year to year monthly electricity consumption data for the four buildings. A comparison of the energy consumption versus CDD for all four commercial office buildings is displayed in Figure 7. In all cases there was an observed reduction in net energy consumption following installation of the ATCS. The normalized energy savings resulted in a decrease ranging between 24.5% to 26.5%. These results compare favorably with theoretical and experimental results reported by Lee and Karng (2002) for a similar sponge ball ATCS. The authors determined a predicted theoretical maximum energy saving for the ATCS of 28%, with an average energy saving of 24%. Their field data measured a saving of 26% for the year.
Results for Case 1 were also uniquely affected by additional energy conservation measures post the ATCS installation. This initiative saw the installation of VSDs to the numerous pump motors in the plant room, including the condenser water pump. In order to segregate the impact of the introduction of the various energy conservation measures, the post ATCS data was further separated to pre and post VSD installation.
Table 2. A summary of the ATCS Case studies 1 to 4
The results for Case 3 were impacted by several events. The energy savings anticipated for the summer months of December 2010 to February 2011 were below expectations. Following a basic investigation, it was identified that the ATCS was not serviced as required since commissioning in June 2010 by the mechanical service contractor. The major factor being the non-replacement of the sponge balls at the maximum of every 1000 hours of chiller operation. At the very most, a fifteen-minute task. New sets of balls were inserted into the system on March 2011. In May 2011, the Investa Property group acquired the site from ING property, which affected the service regime due to a change in the site mechanical contractor. A new service regime was established in September 2011 and maintained since then on a regular basis.
For Case 4, monthly kVA demand data was supplied and analyzed for savings. The maximum monthly demand has been plotted against CDD in Figure 8. On average, the demand has been decreased by 55kVA. Placing this into context, each Powerpac WA096.2H.22N twin compressor chiller has a nominal cooling capacity of 960kW with a full load COP of 5.5. This equates to an approximate full load electrical draw of 175kWe or 218kVA (assuming an average power factor of 0.8). It is noted that variations are higher with demand and reflected in the lower regression coefficients (below 0.8) when compared to energy consumption. This confirms natural expectations where maximum demand (kVA) and overall energy consumption do not have to correspond. The resulting financial savings from an ATCS will depend on the regional demand price structure. For some locations this may be the maximum demand recorded over the previous 12-month period. The rational being the network must have spare capacity to meet this demand as it could happen anytime thereafter once achieved. Under this pricing regime, from Figure 8 no kVA demand benefit would accrue with the ATCS.
However, elsewhere network operators that charge based on the highest demand calculated coincident over a 30-minute clocked interval during the billing period. Under this pricing structure, on average, an ATCS would save the customer additional money.
Click here to enlarge
Click here to enlarge
Click here to enlarge
Click here to enlarge |
|
Fig 7 Yearly electricity consumption profiles for Cases 1 to 4. |
Fig 8 Monthly consumption versus CDD for Cases 1 to 4 |
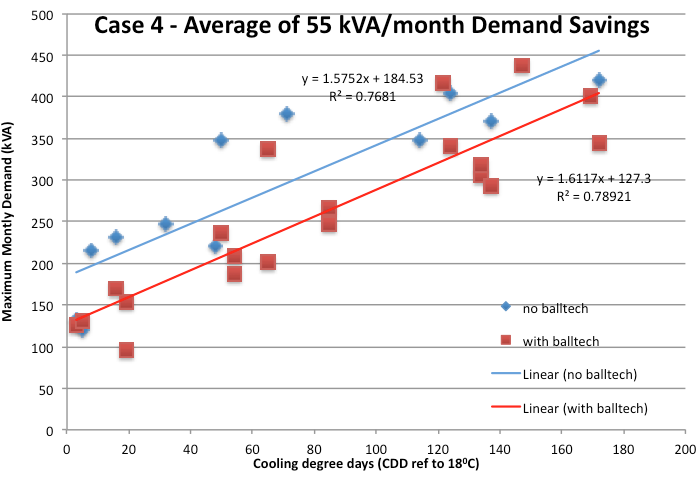
Figure 9. Maximum monthly demand versus CDD.
By keeping your condenser tubes clean, its no wonder why such large efficiency gains will be extracted; improved heat transfer in combination with full utilization of the available surface area likely to be inherited from the original over-specified design. Hopefully this paper sheds some light that there is no mystifying logic to how and why such significant savings can be made with ATCS when added to your chiller’s condenser.
References
DOE, 2008 Buildings Energy Data Book, Section 3.1.4, 2008.
J. Piper, Chiller Challenge: Energy Efficiency, Mainteance Solutions, April 2006.
Guide to Best Practice Maintenance & Operation of HVAC Systems for Energy Efficiency, Council of Australian Governments (COAG) National Strategy on Energy Efficiency, 40, 2012.
Bott, T.R., Fouling of Heat Exchangers. 1995: Elsevier Science & Technology Books. 529.
Muller-Stinhagen, H., Heat Transfer Fouling: 50 Years after the Kern and Seaton Model, Heat Transfer Engineering, 3291:1-13, 2011.
Steinhagen, R., Muller-Steinhagen, H., and Maani, K., Problems and Costs Due to Heat Exchanger Fouling in New Zealand Industries, Heat Transfer Engineering, vol. 14, no. 1, 19–30, 1992.
Garrett-Price, B. A., Smith, S. A., Watts, R. L., Knudsen, J. G., Marner, W. J., and Suitor, J. W., Fouling of Heat Exchangers, Characteristics, Costs, Prevention, Control and Removal, Noyes, Park Ridge, NJ, pp. 9–19, 1985.
Kuppan, T., Heat Exchanger Design Handbook, Section 9. Fouling, Published by Marcel Dekker ISBN: 0-8247-9787-6, New York, 2000.
ASHRAE 2000 Systems and Equipment Handbook, section 35.4.
Muller-Steinhagen, H, Malayeri M.R . and Watkinson, A.P., Heat Exchanger Fouling: Mitigation and Cleaning Strategies, Heat Transfer Engineering, 32(3–4):189–196, 2011.
IPMVP Volume 1 EVO 10000-1:2012.
Lee, Y.P. and Karng, S.W., The Effect on Fouling Reduction by the Ball Cleaning System in a Compressed Type Refrigerator, Int J of Air-Conditioning and Refrigeration, Vol 10. No. 2, 88-96, 2002.
Hely, N., Mechanical Maintenance Supervisor, Westmead Hospital, NSW, Australia. Personal communication, August 2014.
For more information contact Dr. Davide Ross, Pangolin Associates, 46 Magill Road, Norwood 5067 South Australia email: [email protected], www.pangolinassociates.com.
To read more Heat Exchanger Technology articles visit coolingbestpractices.com/technology/heat-exchangers.
