10/31/2025
The CHS oil refinery in McPherson, KS, is a 550-acre facility that processes 100,000 barrels of crude oil per day, consisting of an even mix of sweet crude oil and sour crude oil. Crude is brought in through pipelines and fractionated into gasoline, diesel and a few other products. The refinery also houses a sulfur plant where it produces a liquid agricultural fertilizer called ATS or ammonium thiosulfate, which uses sulfur removed primarily through a process called hydrotreating.

The CHS refinery in McPherson, KS, processes 100,000 barrels per day.
In fractionation, crude oil is heated so its components can be separated. Heaters and steam heat the crude oil, which is distilled into components. Cool water removes the heat from the distillation process. Once distilled, the components need to be cooled so they can be stored for further processing or sent out as finished products. The refinery has three large cooling towers at the oil refinery and two smaller cooling towers at the sulfur plant. They include a crossflow induced draft cooling tower that cools 35,000 gallons per minute (gpm), an induced draft cooling tower that cools 10,000 gpm, and two factory assembled, induced draft counterflow cooling towers that cool 5,000 and 4,200 gpm. The oldest cooling tower was purchased in 1959 and cools 2,375 gpm. It’s been refurbished and upgraded a few times, but still works well. The fractionation cooling towers are connected to shell-and-tube heat exchangers, while the sulfur plant uses mostly plate-and-frame heat exchangers.
Refinery Needs 2.9 Million Gallons per Day in Makeup Water
While the refinery’s makeup water needs fluctuate by the season, it averages 2,000 gpm for its cooling towers and boilers 365 days per year. That’s 2.9 million gallons every day. Makeup water is water added to cooling towers to replace the water lost to evaporation and blowdown. Until recently, the refinery used a mix of city water and groundwater as makeup water for its evaporative cooling towers and boilers. Both water sources came from the same place, the Equus Beds Aquifer. At the time, the refinery’s cooling towers maintained six cycles of concentration, a measurement showing the degree that total dissolved solids are concentrated in an evaporative system’s recirculating water. The cooling towers average a return temperature of 90°F (32°C) and a supply temperature of 70°F (21°C), with an average delta T of 20°F (11°C).
The region’s water demand was split evenly between agriculture, industry and the city. The long-term success of that model seemed to be in jeopardy, as micrographs showed the aquifer’s water level dropping around a foot-and-a-half per year. The refinery estimated that by 2042, it would have to make difficult decisions about sourcing water or reducing demand.

The refinery’s largest cooling tower cools 35,000 gpm.
In 2009, Alan Burghart, Supervisor, Process Engineering, had an idea, one that would allow roughly a third of the refinery’s makeup water to come from the city’s wastewater treatment plant. He realized the refinery was roughly a half-mile from the water treatment plant and owned most of the land in between. If the refinery could create a pipeline between them, it could use some of the city’s treated wastewater for its cooling towers and boilers, and reduce demand on the aquifer. At the time, treated city wastewater was being discharged to a creek called Turkey Creek.

Alan Burghart, Supervisor, Process Engineering, CHS.
By 2012, the project had received the needed approval from the refinery and the city and was ready to move forward. The refinery would receive approximately 700 gpm from the city wastewater plant. This would let the refinery reduce aquifer demand by over one million gallons per day. The first step was creating a collection basin and equalization basin at the treatment plant. The basin has a capacity of five million gallons. By 2014, the refinery began bringing water over from the city wastewater plant. The treated city wastewater, while meeting all NPDES requirements, didn’t meet several specific water quality parameters needed for the refinery’s purposes, so it created its own water treatment plant.

The five-million-gallon collection basin.
“It was difficult justifying this project using conventional return on investment,” Burghart said. “Using the cost of water savings as a justification did not offset the capital investment to build the infrastructure necessary to reliably reclaim and treat the secondary effluent to the necessary contaminant levels for cooling makeup and boiler feed water. In the end, we felt the projects were worth it for what the outcome is, and that is saving the aquifer.”
The city wastewater plant removes organic contaminants, as well as nitrogen and phosphorus, lowering their levels so they don’t cause ill effects to the environment. For the refinery, inorganic contaminants are the real problem, as they limit the cycles of concentration available to the cooling towers. When heated in heat exchangers, inorganic contaminants turn to scale and reduce heat transfer.
“We operate 24/7, and a lot of times we can't take a heat exchanger out of service, clean it and put it back into service. Sometimes we can, and we're getting better at that, but sometimes it requires shutting down a process. Every time we start up and shut down a process, risk is increased due to all the changes being made.”

The water treatment plant and the collection basin.
Refinery Cooling Water Demand Reduced by 119,520 Gallons per Day
The refinery’s water treatment plant uses microfiltration to remove the total suspended solids (those that can be seen with the naked eye) and nano filtration. Water is pushed in at 150 lbs. of pressure, where it’s filtered through a membrane that removes 92% of the contaminants. If the wastewater has 350 ppm contaminants entering the narrow filtration, it will have under 20 ppm coming out. A small stream of rejected water carries away calcium, magnesium, silica and chlorides. The Pall microfiltration system looks like a bundle of fine straws.

The water treatment plant uses two levels of filtration. The first is a microfiltration system that removes total suspended solids.
“One of the first things our water does is it goes on the outside of where these straws are,” Burghart said. “These straws are 0.1 micron, so they’re really, really small. Basically, the water molecule goes to the inside of this straw, and then it leaves and the solids stay on the outside. Every 20 to 30 minutes, we reverse flow. Once you reverse the flow, we stick air in the bottom and it vibrates these little straws and removes the solids. You can throw anything at these things. You can clean them from a pH of 2 to 14. They don't like organics, but other than that, they do a really good job of removing solids. It's cutting-edge technology.
“One downside about municipal wastewater is the chlorides tend to be a little higher from all the softeners in the city. We've got probably 550 to 600 ppm of chlorides. Chlorides don't cause scaling, but they do cause corrosion, especially in stainless steel. They will cause corrosion, primarily cracking. We have to limit the amount of chlorides in our circulated cooling water. That's one of the things that limits our cycles of concentration.”
Thanks to the new water treatment plant, the refinery was able to increase its cooling tower cycles of concentration from six to 10. Blowdown decreased from 165 gpm to 82 gpm, reducing demand by 119,520 gallons per day.
“Right now, we’re trialing a non-phosphate or a non-conventional precipitating all-organic program,” Burghart said. “The advantage of that is you don't have the scaling potential, and it also allows us to go up in pH. We're operating at about an 8.4 or 8.5 pH, which really lowers your corrosion potential. The problem is if you have that calcium and phosphate and minerals in there, your scaling potential is way too high. Therefore, we had to have some sulfuric acid for pH control. We use a patented technology that provides a microscopic layer to protect the metal.
“We were able to get away from the sulfuric acid, which removes a safety risk. The handling of concentrated sulfuric acid is a big deal. Some people will plan to reuse secondary effluent or secondary treatment in wastewater. They'll take that straight to their cooling tower. But being a traditional water treater, if you will, I understand that if you want that tower to be reliable and your equipment to be reliable, you can't be sticking stuff – contaminants, whether it's solids or total dissolved solids – into your cooling tower and not getting more efficient. You could maybe bring that water in, but if your blowdown increases and your cycles go down, then you're not getting more efficient. You're not saving water.
“I wanted to make sure that we cleaned up the water, and that was one of the pieces. If we were able to reuse this water, then we were able to build the plant to clean up the water.”

The first step is using ultraviolet lamps for disinfection.
A Healthier Aquifer for the Entire McPherson Community
The refinery’s treatment plant became operational in 2015. The final price tag for the project was $60 million. Roughly 60% of the treated water is used for the refinery’s cooling towers and 40% used for steam heating. Since the project began operation, the aquifer’s level seems to have improved. A few dry years have clouded the situation, but the wells seem better than before.

Inside the pump building for the main cooling tower.
Creating this solution meant working closely with the McPherson Water Treatment Plant, headed by Michael Wagner, Superintendent of Wastewater. If the city plant experiences an upset with more contaminants than usual moving through, Wagner calls Burghart and gives him advanced warning.
“We built a robust treatment plan that I'm pretty sure can handle any upset,” Burghart said. “I've never turned down city wastewater. We have the latitude to not take the water. The contract we made specifies that. The city commits its wastewater to other uses primary to that of the refinery. Once it has satisfied those commitments, we can have whatever is left over. Our peak cooling season is the summer when the golf course needs water, too.
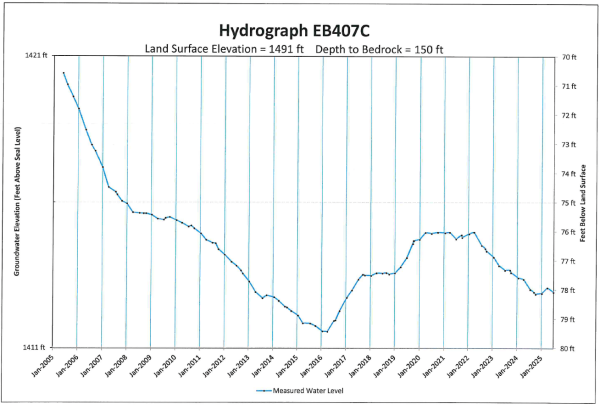
Despite some recent dry years, the Equus Beds Aquifer seems to be improving. Click to enlarge.
“In our industry, when it's time to make gasoline and diesel, you’ve got to make gasoline and diesel. If you're shut down due to a reliability issue or a mechanical problem, that's not good. If we experience leaks or something because we get too hot, it can get to be a pretty bad day pretty quickly.
“If you can imagine trying to spend $60 million on a solution to a problem that nobody thought existed, it was a little tricky, but I don't think anybody's unhappy that we did it. We know that when we need water, we've got it and we've got good water. Water shouldn't be a concern for anybody. Not everybody can say that.”
All images courtesy of Alan Burghart.
About CHS
CHS is a global agribusiness owned by farmers, ranchers and cooperatives across the United States. Diversified in energy, agronomy, grains and foods, the company operates petroleum refineries and pipelines, and manufactures, markets and distributes Cenex® brand refined fuels, lubricants, propane and renewable energy products.
To read similar Oil and Gas Industry articles visit https://coolingbestpractices.com/industries/oil-and-gas.
Visit our Webinar Archives to listen to expert presentations on Cooling Technology at https://coolingbestpractices.com/magazine/webinars.
